>> P.294
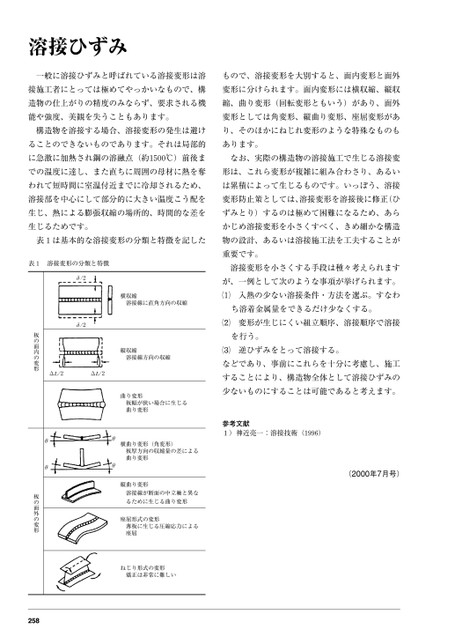
溶接ひずみ一般に溶接ひずみと呼ばれている溶接変形は溶もので、溶接変形を大別すると、面内変形と面外接施工者にとっては極めてやっかいなもので、構変形に分けられます。面内変形には横収縮、縦収造物の仕上がりの精度のみならず、要求される機縮、曲り変形(回転変形ともいう)があり、面外能や強度、美観を失うこともあります。変形としては角変形、縦曲り変形、座屈変形があ構造物を溶接する場合、溶接変形の発生は避けり、そのほかにねじれ変形のような特殊なものもることのできないものであります。それは局部的あります。に急激に加熱され鋼の溶融点(約1500℃)前後まなお、実際の構造物の溶接施工で生じる溶接変での温度に達し、また直ちに周囲の母材に熱を奪形は、これら変形が複雑に組み合わさり、あるいわれて短時間に室温付近までに冷却されるため、は累積によって生じるものです。いっぽう、溶接溶接部を中心にして部分的に大きい温度こう配を変形防止策としては、溶接変形を溶接後に修正(ひ生じ、熱による膨張収縮の場所的、時間的な差をずみとり)するのは極めて困難になるため、あら生じるためです。かじめ溶接変形を小さくすべく、きめ細かな構造表1は基本的な溶接変形の分類と特徴を記した物の設計、あるいは溶接施工法を工夫することが重要です。溶接変形を小さくする手段は種々考えられますが、一例として次のような事項が挙げられます。入熱の少ない溶接条件・方法を選ぶ。すなわち溶着金属量をできるだけ少なくする。変形が生じにくい組立順序、溶接順序で溶接を行う。逆ひずみをとって溶接する。などであり、事前にこれらを十分に考慮し、施工することにより、構造物全体として溶接ひずみの少ないものにすることは可能であると考えます。参考文献1)神近亮一:溶接技術(1996)(2000年7月号)表1溶接変形の分類と特徴δ/2δ/2横収縮溶接線に直角方向の収縮縦収縮溶接線方向の収縮ΔL/2ΔL/2θθ曲り変形板幅が狭い場合に生じる曲り変形θθ横曲り変形(角変形)板厚方向の収縮量の差による曲り変形縦曲り変形溶接線が断面の中立軸と異なるために生じる曲り変形座屈形式の変形薄板に生じる圧縮応力による座屈ねじり形式の変形矯正は非常に難しい板の面内の変形板の面外の変形258
 | <
| <  |
|  > |
> |  >>
>>