火力発電向けP91鋼用溶接材料について
TRUSTARC™ CM-95B91,TRUSTARC™ CM-96B91
1. はじめに
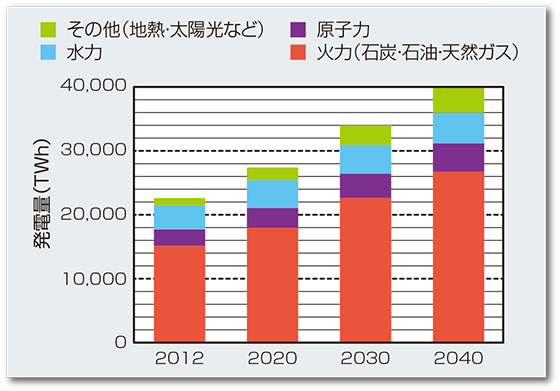
世界の発電量の約6割は、図1に示すように石炭・石油・天然ガスによる火力発電であり、2020年以降も同様の比率で推移すると予測されている1)。しかし火力発電は、資源の節約、発電コストの低減、二酸化炭素(CO2)排出量の削減が課題とされ、そのために発電効率の向上が検討されている。発電効率の向上には、発電タービンに送り込まれる蒸気をより高温・高圧にしなければならず、過酷な蒸気条件下で長時間使用できる鋼材が必要となってくる。そこで注目されているのが、鉄に9 ~12%のクロム(以下、Cr)を含有させた高Crフェライト系耐熱鋼である。高Crフェライト系耐熱鋼はオーステナイト系耐熱鋼と比較して熱膨張率が小さいため、電力需要に応じて起動と停止を繰り返す火力発電用材料として好都合である。高Crフェライト系耐熱鋼の代表的なものがP91鋼(改良9Cr-1Mo鋼)であり、すでに数多くの火力発電ボイラにおいて実用化されている。当社は長年に渡ってP91鋼用溶接材料の開発と実用化に取り組んできており、既に国内火力で数十年の適用実績を持つ9Cbシリーズや、AWS(米国溶接協会;American Welding Society)規格合致のB9シリーズを揃えている2), 3)。本稿では、新たに開発したP91鋼用AWS A5.5 B91対応被覆アーク溶接棒TRUSTARC™ CM-95B91,TRUSTARC™ CM-96B91について、昨今の海外規格動向を踏まえて概説する(以下、冠ブランドのTRUSTARC™ は省略する)。
2. 海外規格動向
開発に先立ち、海外規格動向を調査した。一部推測を交えた内容であるが、以下に調査結果を示す。至近10数年で、P91鋼用溶接材料が関連する海外規格は大きく変化している。その変化の中核はMn+Ni量と、それに密接に関係するPWHT温度である。表1から表4に、米国の製造規格であるASME(米国機械学会;AmericanSociety of Mechanical Engineers)、溶接材料規格であるAWS(前述)、業界団体規格と位置付けるEPRIレポート(米国電力研究所;Electric Power Research Institute)の動向を示す。P91鋼の溶接継手は、残留応力低減のためにPWHT(溶接後熱処理;Post WeldHeat Treatment)が不可欠である。しかしその際PWHT温度が溶着金属のAC1変態点(以下、AC1)を超えてしまうと、フレッシュマルテンサイト*と呼ばれるミクロ組織が形成されて、クリープ破断強度やじん性が不安定になる。
* フレッシュマルテンサイトは、PWHT温度がAC1を超えることで生じた高温域のオーステナイト相が、降温過程でマルテンサイト変態を起こして形成されたものである。フレッシュマルテンサイトは、PWHTによって受けるべき焼き戻しを受けていないためマルテンサイト本来の高強度・低じん性という特徴を有している。
| 年代 | Mn+Ni量 mass% | 実施工時のPWHT温度上限, °C | 備考(改定年) | |
|---|---|---|---|---|
| 推奨条件 | 強制条件 | |||
| 2008以前 | 規定なし | 760 | 母材のAC1: 約800°C | Table 132 P-No.5B Group No.1 ⇒Group No.2 (2007) |
| 2009~2013 | filler metal:不明 | 775 | 母材のAC1: 約800°C | Table 132 P-No.15E Group No.1 (2009) |
| 1.0≤filler metal<1.50 | 790 | |||
| filler metal<1.0 | 800 | |||
| 2014以降 | filler metal<1.2 | 775 | 母材のAC1:約800°C、 かつfiller metalの A1 or AC1 ※2 | Table 132 P-No.15E Group No.1 (2014) |
| <1.0※1 | - | 125.1.3 (2014) 鋳造品補修用途 | ||
| ※1 B9:SMAW, SAW, GTAW, FCAW ※2 filler metalのA1あるいはAC1は、分析と計算あるいは実測によって決定する。 | ||||
| 年代 | 溶着金属※1の Mn+Ni量上限 mass% | 規格規定試験時の PWHT温度上限°C | 備考(改定年)※2 |
|---|---|---|---|
| 2004以前 | 規定なし※3 | 759 (SMAW) or 760 | B9:SMAW, GMAW, GTAW (1996), SAW (1997) |
| 2005~2010 | 1.5 or 1.50 | 775 | B9:GMAW, GTAW (2005), SMAW (2006), SAW (2007), FCAW (2010) |
| 2011以降 | 1.40 | 775 | B9<削除>⇒B91<新規制定> B91:SAW (2011), FCAW (2012), SMAW (2014) ※4 |
| ※1 GMAW, GTAWはワイヤ or 切断線 ※2 SMAW:A5.5, SAW:A5.23, GMAW, GTAW:A5.28, FCAW:A5.29, A5.36 ※3 Mn, Niそれぞれの規定値上限を合計すると2.25 ※4 GMAW, GTAWは2015年現在、審議中 | |||
| 改定年 | Mn+Ni量上限 mass% | 実施工時の PWHT温度上限, °C | 備考 |
|---|---|---|---|
| 2012 | 1.0※1 | - | Code Case2192-8 B9 鋳造品補修用途 |
| 2013 | 1.2※2 | - | Sec.Ⅰ, PW-5.4, B9 耐圧部材用途 |
| ※1 SMAW, SAW, GTAW, FCAW ※2 SMAW, SAW, GTAW, FCAW, GMAW | |||
| 公開年 | Mn+Ni量上限 mass% | 実施工時の PWHT温度上限, °C | 備考 |
|---|---|---|---|
| 2011 | 1.00 (FCAWは1.50) | 770 | レポートNo.1023199 SMAW, SAW, FCAW GMAW/GTAW |
| 2014 | -※1 | - | レポートNo.3002003472 P91鋼材化学成分の最適化提案 |
| - | -※2 | レポートNo.3002004370 P91鋼材製造指針の提案 | |
| 2015 | {1.00 (FCAWは1.50)} | {770} | レポートNo. 未定※3 SMAW, SAW, FCAW GMAW/GTAW |
| ※1 Mn, Niそれぞれの規定値の上限を合計すると、Mn+Ni上限は0.70となる。 ※2 テンパー温度上限は770℃ ※3 2011年公表の1023199の改定版が審議中。{ }は推測。 | |||
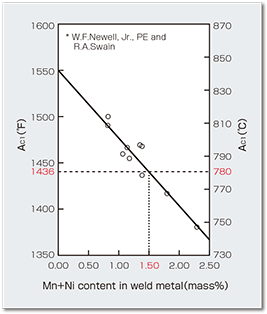
Mn+Ni量とAC1の関係
このためいずれの規格でも、値に差異はあるにせよ、
①Mn+Ni量の上限規制
②PWHT温度の上限規制
を企図する改訂が行われており、フレッシュマルテンサイトの形成を抑制するという思想で共通している。図2に、高Crフェライト鋼溶接金属のMn+Ni量とAC1の関係を示す4)。2001年に公開されたこの図が、各規格の改定の発端になっている。最新版では①②はそれぞれ、
・ASME B31.1:2014) ①1.2%、②A1 or AC1
・AWS A5.5:2014) ①1.40%、②775°C
・EPRIレポート No.1023199) ①1.00%、②770°C
と定められている。
ここで、AC1の測定方法に関する課題と国際的な取り組みについて紹介する。炭素鋼および低合金鋼の変態点の測定方法としてはASTM A1033-04が規定されている。しかし、高Crフェライト系耐熱鋼の溶着金属に対しは、AC1を求めるための試験条件(測定方法、昇温速度、降温速度等)を定めた基準はない。当社は、かねてより高Crフェライト系耐熱鋼溶着金属の変態点測定基準の必要性をIIW(国際溶接学会;International Institute of Welding)等の場で主張してきた。その結果、2013年からIIWにおいてP91鋼の変態点測定に関するラウンドロビンテストが開始、当社は溶接材料メーカーとして世界で唯一これに参加している。
3. AWS A5.5 B91対応被覆アーク溶接棒
「CM-95B91/CM-96B91」
日本の国内法規ではP91鋼のPWHT温度は760°C以下に制限されている5)。従って国内案件に対しては今後も引き続き9Cbシリーズの適用が推奨される。また9Cbシリーズは、AC1を超える温度でPWHTされたとしても最高780°Cまでであれば性能的に許容しうることを確認している6)。ちなみに当社は、AWSに対して、規格規定試験時のPWHT上限温度を760°Cとして、9Cbシリーズの規格制定を提案済みである。
一方、日本のボイラファブリケータが受注した最近の海外案件では、AWS、ASME、EPRI等の海外規格が適用され、760°C以上でのPWHT施工が検討されている。これに伴い、上記海外規格に対応可能な新規製品の開発要望を数多く頂いていた。そこで、当社では上記海外規格に対応した被覆アーク溶接棒「CM-95B91/CM-96B91」を新たに開発した。「CM-95B91」は直流電源仕様、「CM-96B91」は交流電源仕様であり、両者の溶着金属成分設計の狙いは同じである。以下に、特徴を詳述する。なお、B9シリーズは、先述のB9規格廃止動向に合わせて順次B91シリーズへ一本化していく予定である。
3.1「CM-95B91/CM-96B91」の設計思想
760°C以上のPWHT温度を想定するP91鋼用AWSA5.5 B91対応被覆アーク溶接棒「CM-95B91/CM-96B91」の設計のポイントは、
①760℃以上のPWHT温度でもフレッシュマルテンサイトを出さないこと
②長時間クリープ破断強度を低下させるδフェライトの残留を抑制すること
③長時間クリープ破断強度がP91鋼材同等以上であること
の3点である。なお「CM-95B91/CM-96B91」は、設計上の特徴から、AWS規格規定PWHT温度の下限である760-15=745°Cをそのまま適用PWHT温度の下限として設定している。表5に溶着金属の化学成分一例値とAWS規格を示す。「CM-95B91/CM-96B91」は、最新の溶接材料規格であるAWS A5.5:2014 E9015-B91、E9016-B91に合致するとともに、主に次のような観点から設計を行っている。
| C | Si | Mn | P | S | Cu | Ni | Co | Cr | Mo | V | Nb | Al | N | Mn+Ni | N/Al | X bar※3, ppm | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| CM-95B91 | 0.10 | 0.20 | 0.64 | 0.008 | 0.004 | 0.02 | 0.10 | 0.40 | 8.20 | 0.90 | 0.20 | 0.05 | <0.01 | 0.03 | 0.74 | 14 | 7 |
| CM-96B91 | 0.10 | 0.21 | 0.63 | 0.008 | 0.004 | 0.03 | 0.10 | 0.40 | 8.45 | 0.98 | 0.19 | 0.05 | <0.01 | 0.03 | 0.73 | 15 | 7 |
| AWS A5.5:2014 E901X-B91※1 | 0.08~ 0.13 | Max. 0.30 | Max. 1.20 | Max. 0.01 | Max. 0.01 | Max. 0.25 | Max. 0.80 | ※2 | 8.0~ 10.5 | 0.85~ 1.20 | 0.15~ 0.30 | 0.02~ 0.10 | Max. 0.04 | 0.02~ 0.07 | Max. 1.40 | (Min.4) | (Max.15) |
| ※1 E901XのXは"5","6"。5は直流、6は直流または交流を示す。 ※2 意図的添加は、分析値の報告が必要と規定されている。 ※3 X bar = (10P+5Sb+4Sn+As) / 100, ppm | |||||||||||||||||
3.1.1 Mn,Niの最適添加量
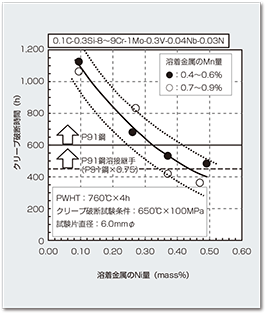
クリープ破断時間の関係
P91鋼用溶材にはフェライト形成元素であるCrが多量に含まれるので、長時間クリープ破断強度を低下させるδフェライトが残留しやすい。Mn,Niは、AC1の低下を引き起こしてフレッシュマルテンサイトの形成リスクを高めはするものの、δフェライトの残留を抑制するために極めて有効な成分として積極添加されてきた。図3にP91鋼用溶着金属のMn,Ni量とクリープ破断時間の関係を示す。この調査範囲において、MnはNiと比較してクリープ破断時間に及ぼす悪影響が小さいことと、Niを低減するとクリープ破断時間が長くなることがわかる。ちなみにNi低減によるクリープ破断時間の長寿命化は、極めて微細なミクロ組織であるラス組織の回復遅延によるものと考えている。この知見から「CM-95B91/CM-96B91」では、Niはδフェライトの残留低減のために必要最低限にとどめ、MnはNiと比べてクリープ破断時間への悪影響が小さいことから適量添加とし、Mn+Ni量では最大1.0%とする設計としている。
3.1.2 CNB(Cr当量-Ni当量バランス)
EPRIレポート1023199では、クリープ破断強度確保の観点からP91鋼製品はδフェライトのないマルテンサイト単相組織でなければならないとしている。そしてそのための指標として、
CNB=(Cr当量)-(Ni当量)
=(Cr+6Si+4Mo+1.5W+11V+5Nb+9Ti+12Al)-(40C+30N+4Ni+2Mn+1Cu),mass%
を10%未満にすることを提案している7)。「CM-95B91/CM-96B91」は、長時間クリープ破断強度を低下させるδフェライトの残留抑制のために、合金成分の狙い値をCNBが10%未満となるように設計している。その上でさらにCoを積極添加している。CoはMn,Niに代わる新たなδフェライトの残留抑制対策である。ちなみにCoによるAC1の低下とフレッシュマルテンサイトの形成リスク増大が懸念されたが、調査の結果、問題ないことが確認されている。図4に、P91鋼用溶着金属のMn+Ni,Co量とAC1測定値およびThermo-Calc.によるA1計算値の関係を示す。図4からわかるようにCoはMnやNiにプラスして添加しても、少なくともAC1およびA1を低下させにくい特徴がある。
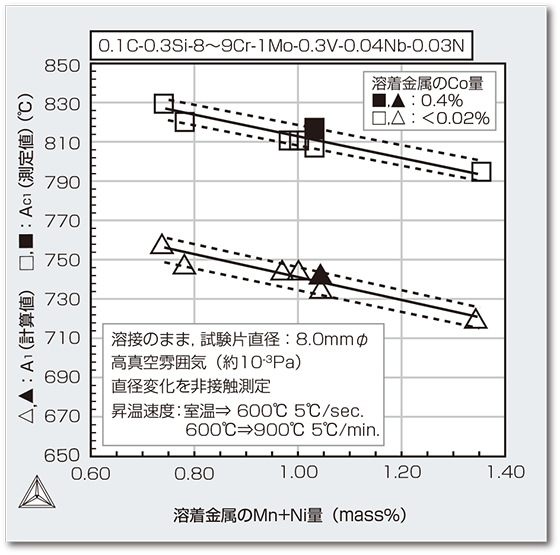
なお、ここで用いた当社のAC1測定方法は、誘導加熱により円柱状試験片を昇温し、昇温に伴う試験片直径の変化(伸び縮み)を高精度LED発光装置で検出する方法である。本測定法は事前の予備検討によりその測定結果の妥当性を確認している8)。
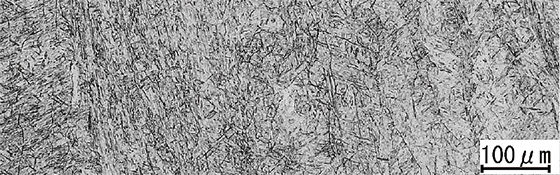
写真1に代表として「CM-95B91」溶着金属のミクロ組織一例を示す。δフェライトもフレッシュマルテンサイトもない均一なマルテンサイト単相組織であることがわかる。
3.2 溶接金属の機械的性能
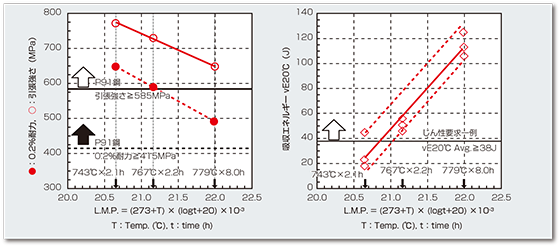
図5に、代表として「CM-95B91」溶着金属の引張・衝撃性能と熱処理パラメータ(L.M.P.;Larson-MillerParameter)の関係を示す。引張強度は、PWHT:743°C×2.1hr(L.M.P.×10-3≒20.6)から、さらに高温かつ長時間のPWHT:779°C×8.0hr(L.M.P.×10-3≒22.0)まで、P91鋼同等以上の性能を確保している。衝撃性能に規格上の要求はないが、一例としてvE20°C≥Avg.38Jを考えるならば、760°C×2.7hr(L.M.P.×10-3≒21.1)以上のPWHTであれば実用レベルの性能を確保している。
3.3 溶接金属のクリープ破断性能
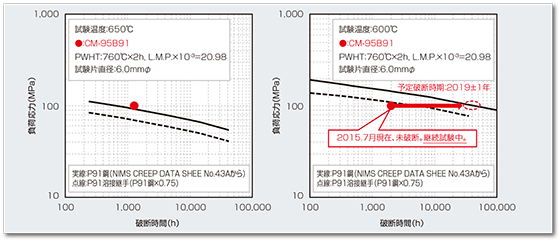
図6に、「CM-95B91」溶着金属のクリープ破断性能を示す。試験温度650℃では、P91鋼母材よりも高い破断強度であることを確認している。現在、試験温度600°Cで、破断時間4万時間(約4.5年)程度を想定した長時間クリープ破断試験を推進中である。
4. 施工上の注意
高Crフェライト系耐熱鋼の溶接金属は、1.25Cr-0.5Mo鋼や2.25Cr-1Mo鋼の溶接金属に比べて自硬性が大きく遅れ割れ感受性が高い。そのため、厳格な施工管理が必要であるが、適正な予熱・パス間温度の保持により遅れ割れを防止できる。一般的には250 ~ 350°Cの予熱・パス間温度を推奨する。さらに、溶接材料の再乾燥も重要であり、CM-95B91,CM-96B91はH4対応も考慮して350~400°Cで1時間の再乾燥を推奨する。当社の高Crフェライト系耐熱鋼用溶接材料は、高温割れ防止のためにP,Sの含有量を極めて低く調整している。しかし、P91鋼用溶着金属は1.25Cr-0.5Mo鋼や2.25Cr-1Mo鋼用溶着金属に比べて固・液共存温度範囲が広く、高温割れ感受性が高い。そのため、施工面からは、過度に高い溶接電流、高速溶接を避けて頂きたい。
5. むすび
本稿では、新たに開発した火力発電向けP91鋼用被覆アーク溶接棒を取上げ、最近の海外規格改定動向とともにその特徴を解説した。紙面の都合上、説明を割愛しているが「CM-95B91/CM-96B91」は、N/Al ,X bar,溶接金属の拡散性水素量H4への対応の他、耐棒焼け性等、溶接作業性にも配慮している。引き続き本溶接材料の実用化に取り組むことで、発電効率の向上によるCO2排出量の削減等に貢献していきたい。
[参考文献]
1) 一般財団法人 日本エネルギー経済研究所:アジア・世界エネルギーアウトルック2014(2014),p.50 ~ 52
2) 陳 亮:最近の火力発電ボイラ用高Crフェライト系耐熱鋼溶接材料,技術レポート,Vol.47,No.4(2007),p.1 ~ 5
3) 山下 賢ほか:火力発電ボイラ用高クロムフェライト鋼溶接材料,R&D神戸製鋼技報,Vol.53,No.2(2003),p.79 ~ 84
4) W.F.Newell,Jr.ほか:Procurement of P91 Consumables, EPRI Conference on 9Cr Materials Fabrication and
Joining Technologies, Session 2, 5-1,(2001)
5) 社団法人火力原子力発電技術協会:発電用火力設備の技術基準 省令および解釈 [第10章 溶接部] 〔解説〕平成19年改訂版
(2009),p.159
6) 谷口 元一ほか:高Cr系フェライト耐熱鋼溶着金属のPWHT温度と機械性能,R&D神戸製鋼技報,Vol.63,No.1(2013),
p.84 ~ 88
7) EPRI 1023199:Guidelines and Specifications for High-Reliability Fossil Power Plants,(2011)
8) Chen Liangほか:Effect of PWHT temperature and mechanical properties of High-Cr ferritic heat-resistant
steel weld metal,Welding in the World,Vol.56,January-February(2012)
iPhone/iPad、Android用デジタルカタログ
<専用ビューアが必要です>
スマートフォン、タブレットの方は、専用ビューアをダウンロードしてから閲覧ください。

