 当サイトにつきましては、スマートフォン、タブレットでの閲覧にも対応しております。
当サイトにつきましては、スマートフォン、タブレットでの閲覧にも対応しております。溶着速度
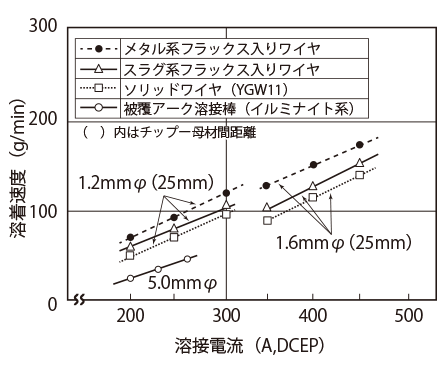
溶着速度は溶接の能率性を示す指標の一つです。本解説でも過去に取り上げたキーワードですが、改めて解説します。溶着速度は、単位時間当たりに得られる溶着金属の質量です。図1に炭素鋼用の被覆アーク溶接棒(イルミナイト系)と炭酸ガスアーク溶接用ワイヤ(ソリッドワイヤ、スラグ系&メタル系フラックス入りワイヤ)の溶着速度の一例を示します。図1から、被覆アーク溶接棒も炭酸ガスアーク溶接用ワイヤも溶接電流が高くなると溶着速度が速くなること、特に200~260Aの溶接電流範囲だけ抜き取って比較しますと、被覆アーク溶接棒<ソリッドワイヤ<スラグ系フラックス入りワイヤ<メタル系フラックス入りワイヤの順番で溶着速度が速くなることが判ります。溶着速度は、芯線径やワイヤ径、被覆やフラックスのタイプなどによって変化しますが、この変化は主に、被覆アーク溶接棒なら芯線、ソリッドワイヤならワイヤ、フラックス入りワイヤなら金属外皮といった電流の流れる部位の電流密度と、それによるジュール加熱の大小で理解することができます。それでは次に、炭酸ガスアーク溶接に多用される定電圧特性電源を前提として少し掘り下げてみます。
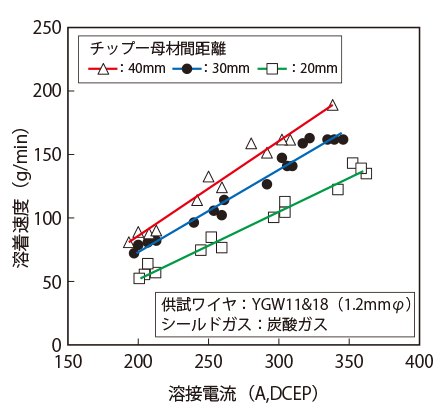
ワイヤは溶接時に給電チップから電流を受け取ります。この電流はチップ先端から突出されたワイヤを通って、アークを経て母材へと流れていきます。このときワイヤはジュール加熱されます。ジュール加熱の量は、電気抵抗が大きいほど大きくなります。今、仮にチップ先端から突出されるワイヤの長さ、すなわちワイヤ突出し長さが長くなる場合を考えてみます。ワイヤ突出し長さが長くなりますと、この部分の電気抵抗が大きくなるためワイヤのジュール加熱量が大きくなり、ワイヤがより溶融してアーク長が長くなります。ここで定電圧特性電源の場合には、瞬時かつ自動的に、溶接電流を下げてワイヤの溶融を抑え、アーク長を元に戻そうとするアーク長自己制御作用が働きます。このため結果として、ワイヤ突出し長さを長くしても溶接電流が下がるが溶着速度は変わらない、ということになります。それではワイヤ突出し長さを長くしたうえで、さらに溶接電流を元の値と同じに調整するとどうなるのでしょうか? 実は同一溶接電流ならワイヤ突出し長さが長いほど溶着速度は速くなります。図2※にその一例を示します。図2から、同一溶接電流ならばチップ-母材間距離(ここでは≒ワイヤ突出し長さとします)が20mm→30mm→40mmと長くなると、溶着速度が増加することが判ります。
ただし、溶着速度を速くするためにやみくもにワイヤ突出し長さを長くすることは好ましくありません。シールド不良による溶金性能の劣化や溶接作業性の劣化、ロボットや自動機による溶接の場合には、ワイヤ狙い位置ずれなどが懸念されます。溶着速度を左右する因子の一つとして、ワイヤ突出し長さにご留意いただければ幸いです。
2011年8月,1543,pp1085~1086