 当サイトにつきましては、スマートフォン、タブレットでの閲覧にも対応しております。
当サイトにつきましては、スマートフォン、タブレットでの閲覧にも対応しております。狭開先アーク溶接
厚板の溶接では母材に大きな開先空間をつくり、アークでワイヤを融かして埋めています。その開先空間を小さくして作業時間を短くするとともに、ワイヤ消費量を少なくする取り組みがなされています。狭開先アーク溶接の定義としては、日本では一般的に「板厚30mm以上の厚板を、板厚に比して小さな間隙で開先を対向させ、機械化または自動化したアーク溶接をする方法[1]」として解釈されています。
狭開先アーク溶接のメリットとしては、①溶接時間の短縮、②溶接材料の低減、③溶接変形の減少、寸法精度の向上があります。狭開先アーク溶接はボイラーや圧力容器分野をはじめ水圧鉄管、船舶、建築・鉄骨分野まで広く適用が進められています。またその施工法もサブマージアーク溶接(SAW)やガスシールドアーク溶接(GMAW)、ティグ溶接(GTAW)、エレクトロガスアーク溶接(EGW)など幅広く開発されています。特にロボットを用いたGMAWにおける狭開先化の効果には、上述の開先断面積の低減によるアークタイムの短縮と溶接材料の低減に加え、多層盛りパス数の低減でノズル清掃などの非溶接時間の短縮によるサイクルタイムの短縮効果も追加して考えることができます。ここでは建築・鉄骨分野における鋼管柱の周溶接を例に、開先角度35°を100%とした場合の狭開先化の効果を、開先断面積とサイクルタイム比率について試算した結果を図1に示します[2]。
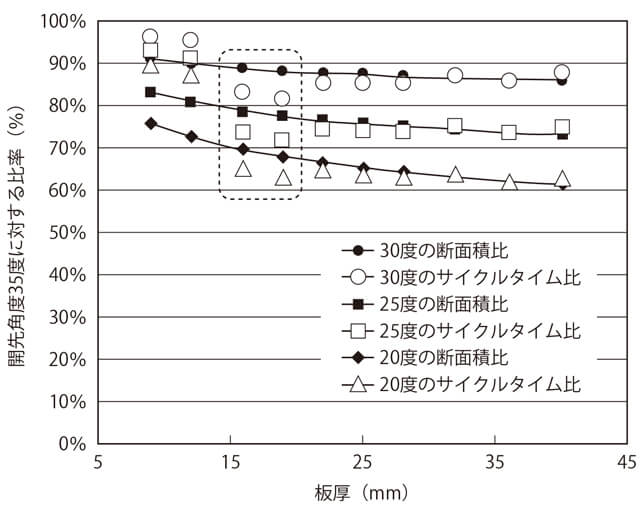
開先断面積は板厚の増加に伴い反比例的に減少し、アークタイムの短縮が期待できます。一方、サイクルタイム比で見ると、板厚が厚くなるとアーク発生率が高くなるために非溶接時間の短縮による効果が薄まってしまう傾向が見られますが、アーク発生率が低くなりがちな16mmや19mmといったやや薄めの板厚では非溶接時間の割合が大きいため、狭開先化によってパス数が低減できることによるサイクルタイム短縮効果を見込むことができます。ただし、板厚が12mm以下のように開先断面積が小さすぎると積層パターンを変更することがむずかしく、非溶接時間の短縮効果が得られないことから、断面積比率よりもサイクルタイムの短縮率は低下する結果となっています。
2013年に(社)日本鋼構造協会が狭開先化検討指針として『25度狭開先ロボット溶接マニュアル』を発刊して以降の狭開先化検討状況については、(社)全国鐵構工業協会の技術委員会にて『狭開先化溶接技術の現状』としてまとめられています。
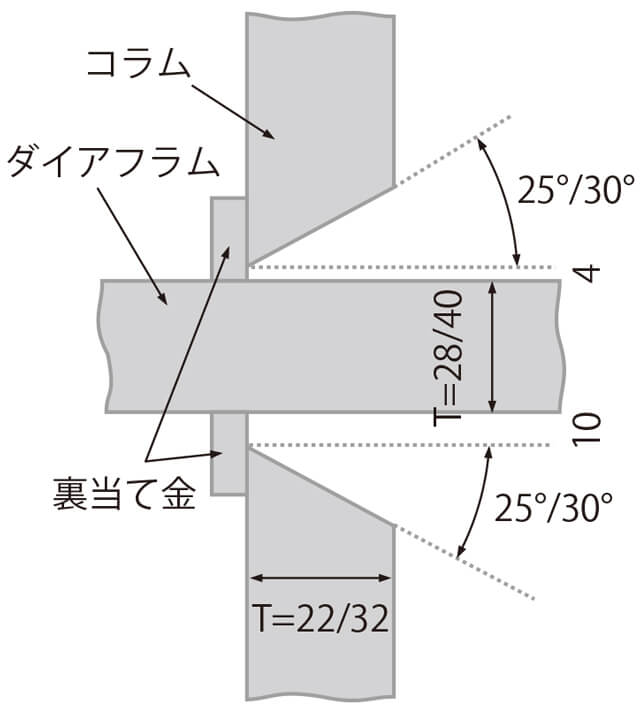
柱用としては、角形鋼管および円形鋼管と通しダイアフラムを対象継手(図2)とし、半自動溶接、小型可搬型ロボット、多関節型ロボットでの検討状況が報告されています。狭開先アーク溶接で課題となる初層溶接部の高温割れの発生状況や、シールド不良に起因する窒素巻込みによるじん性劣化状況を鑑みた評価がなされ、実施工での適用可能性が検証されました。適用ロボットの概要と発刊当時における検討の成果を表1および表2に示します[3]。
表1 適用ロボットの概要
| ロボット | 小型可搬型 例)石松: コベルコROBOTiX㈱製 |
多関節型 例)ARCMAN™ ㈱神戸製鋼所製 |
|---|---|---|
| 開先角 | 25° | 30° |
| 適用板厚 | 9~40mm | 16~40mm |
| ルートギャップ | 5~9mm | 4~10mm |
| シールドガス | CO2 | CO2 |
| トーチ | 空冷トーチ | 水冷トーチ 35°開先溶接で使用される ノズルおよびチップで施工 |
表2 検討の成果(2014年時点)
| 溶接方法 | 25°開先 | 30°開先 | |
|---|---|---|---|
| 半自動溶接 | ○*1 | ○ | |
| ロボット溶接 | 多関節型 | ×*2 | ○ |
| 可搬簡易型 | ○ | ×(適用実績なし) | |
*1) 半自動マニュアル(全国鐵構工業協会)
*2) ロボットマニュアル(JSSC)
多関節型ロボットでの25°狭開先化が進まない要因としては、多関節型では無監視操業などの生産効率化の観点からノズルの自動清掃・交換機能が不可欠ですが、狭開先においても十分にシールド性に配慮した水冷トーチの設計に加え、対応するノズルの自動清掃や交換機能が新たに必要となるためです。また、検討の結果、35°から30°への狭開先化ではパス数低減によるアークタイム率の向上とサイクルタイムの短縮に寄与することが確認できましたが、30°から25°ではパス数低減に至らないケースがあり、非溶接時間の短縮が限定的で、狭開先化のメリットが出難いことも要因として挙げられます。狭開先化のさらなる普及については、上記ロボット側の必要機能の開発と狭開先効果の事前検証に加え、ロボット溶接に適した組立溶接(ワークの仮付け)の技量習熟、現場での実施工例のさらなる蓄積などが望まれています。
〈参考文献〉
| [1] | 溶接法ガイドブック, ナロウギャップ溶接(狭開先溶接), 13頁, 溶接学会,溶接法研究委員会, 1984年6月 |
| [2] | 溶接ロボットによるコラム柱の狭開先溶接に関する施工条件範囲の検討, 日本建築学会構造系論文集 第76巻 第664号 2011年6月 |
| [3] | 狭開先化溶接技術の現状 報告書,29頁,(社)全国鐵構工業協会 技術委員会,2014年3月 |