 当サイトにつきましては、
当サイトにつきましては、溶接ご法度集-26 各種母材におけるご法度(2)
ステンレス鋼編 その2
ステンレス鋼の溶接でのご法度、第2弾となります。
ご法度(121)炭素鋼とステンレス鋼の異材溶接は、中高炭素鋼の溶接に次ぐ、問い合わせの多いテーマです。
※本文中の溶接110番・119番および用語解説バックナンバーは、以下URLよりお入りください。
ぼうだより 技術がいどライブラリー https://www.boudayori-gijutsugaido.com/library/
ご法度(118)
ワイヤブラシを炭素鋼用と共用するのはご法度!
ステンレス鋼には「もらい錆」という現象があります。ステンレス鋼自体は錆びにくいのですが、飛来した鉄粉が混じった粉じんやグラインダの粉が付着するなどして、錆の原因となります。
炭素鋼で作られたワイヤブラシから飛散した細かい鉄くずは錆の原因となります。必ずステンレス鋼でできたワイヤブラシを使いましょう。
ご法度(119)
オーステナイト系ステンレス鋼を連続して溶接するのはご法度!
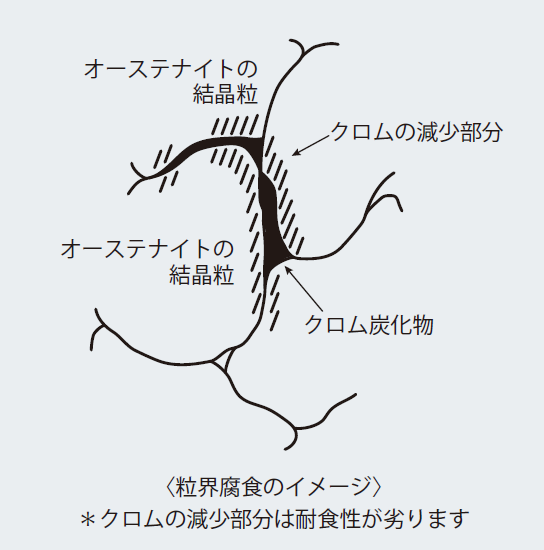
「連続」とは、パスとパスとの間に時間を空けず続けて溶接することを指します。
連続して溶接すると、溶接部近くの温度が上がり冷却速度が極端に遅くなります。その結果、結晶粒界にクロム(Cr)と炭素(C)が結合したものが形成され、粒界付近のCrが減少して、その部分が腐食されやすくなります。これを粒界腐食と呼びます。
粒界腐食を防ぐためには、Cの少ないステンレス鋼やTiまたはNbの入った安定化ステンレス鋼を使用します。
神戸製鋼では、Cの少ない溶接材料にはLow Carbonを意味する「L」がつけられています。
例)[P]NC-38L、[P]TG-S308L、[P]DW-308L
ご法度(120)
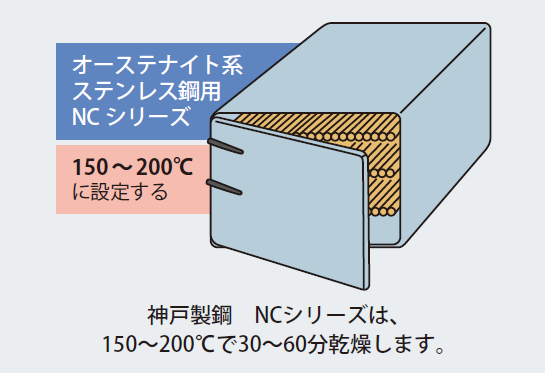
オーステナイト系ステンレス鋼用被覆アーク棒を高すぎる温度で乾燥するのはご法度!
これも、熱膨張係数と大いに関係があります。
ご法度(116)で触れたように、オーステナイト系ステンレス鋼は炭素鋼と比較して熱膨張係数が大きいため、高すぎる温度で乾燥すると心線が膨張しフラックスが脱落するおそれがあります。
溶接材料メーカもこの点を考慮して乾燥温度を推奨しており、おおむね150~200℃で設定されています。
*溶接材料の乾燥条件は、神鋼溶接総合カタログをご覧ください。
ご法度(121)
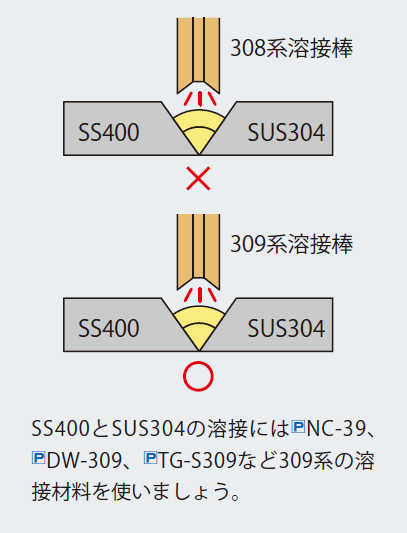
SS400とSUS304の異材溶接に308系の溶接材料を使うのはご法度!
種類の異なる2種類の鋼材を接合する際は、基本的に次のことを考えます。
出来上がった溶接金属の成分は、SS400、SUS304および溶接材料の溶着金属の3つが混じったものとなります。そこで、その比率を考慮して溶接材料を選定します。
SS400とSUS304の接合には、309系の溶接材料を使うのが正解です。すなわち、溶接金属の耐食性に影響するCr、Niの含有量の多い溶接材料を使う必要があります。
神戸製鋼の溶接材料では、[P]NC-39(被覆アーク棒)、[P]DW-309(フラックス入りワイヤ)、[P]TG-S309(TIG)などが309系の材料となります。それぞれ炭素量の少ないタイプもラインナップしています。([P]NC-39L、[P]DW-309L、[P]TG-S309L)
*炭素鋼とステンレス鋼の異材溶接の詳細は、以下のページをご覧ください。
ぼうだより 技術がいど Vol.487 溶接レスキュー隊119番「ステンレス鋼と炭素鋼の異材溶接について」
ご法度(122)
ステンレス鋼の溶接も能率を軽視するのはご法度!
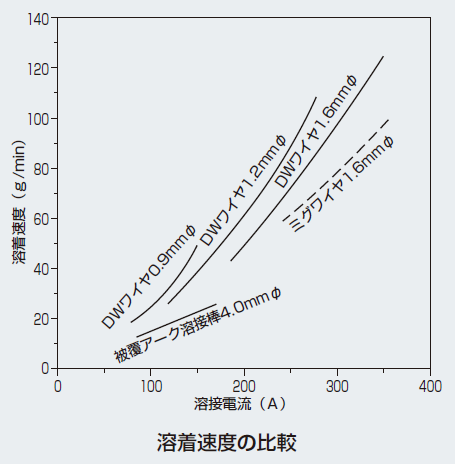
ステンレス鋼の溶接も、被覆アーク溶接からフラックス入りワイヤによるガスシールドアーク溶接が主流となってきました。
フラックス入りワイヤはスパッタ(火花)が少ない、スラグが取れやすい、ビードが美しいなどの特徴があります。また、単位時間あたりの溶着金属量も、被覆アーク溶接の3倍と、非常に高効率です。
神戸製鋼のステンレス鋼用フラックス入りワイヤは、①下向・水平すみ肉溶接での作業性に優れる汎用タイプ ②低炭素ステンレス鋼用 ③立向・上向溶接でのビード形状に優れる全姿勢タイプ ④低電流でも安定したアークで薄板溶接に最適なTタイプ、などをラインナップしています。
*DWステンレスシリーズについては、ぼうだより 技術がいど Vol.509 技術レポート「ステンレス鋼用フラックス入りワイヤ用途別メニューと選び方」で詳しい解説があります。
DWステンレス タイプ別銘柄の一例
①汎用タイプ(DW-XXX)
| 銘柄 | JIS Z 3323 | 主成分系 | 適用姿勢 |
|---|---|---|---|
| [P]DW-308 | TS308-FB0 | 20Cr-10Ni | 下向, 水平すみ肉 |
| [P]DW-309 | TS309-FB0 | 24Cr-13Ni | 下向, 水平すみ肉 |
| [P]DW-316 | TS316-FB0 | 19Cr-12Ni-2.3Mo | 下向, 水平すみ肉 |
| [P]DW-347 | TS347-FB0 | 19Cr-11Ni-0.6Nb | 下向, 水平すみ肉 |
②低炭素ステンレス鋼用(DW-XXXL)
| 銘柄 | JIS Z 3323 | 主成分系 | 適用姿勢 |
|---|---|---|---|
| [P]DW-308L | TS308L-FB0 | 20Cr-10Ni | 下向, 水平すみ肉 |
| [P]DW-309L | TS309L-FB0 | 24Cr-13Ni | 下向, 水平すみ肉 |
| [P]DW-316L | TS316L-FB0 | 19Cr-12Ni-2.3Mo | 下向, 水平すみ肉 |
③全姿勢溶接用(DW-XXXP、DW-XXXLP)
| 銘柄 | JIS Z 3323 | 主成分系 | 適用姿勢 |
|---|---|---|---|
| [P]DW-308LP | TS308L-FB1 | 20Cr-10Ni | 全姿勢 |
| [P]DW-309LP | TS309L-FB1 | 24Cr-13Ni | 全姿勢 |
| [P]DW-316LP | TS316L-FB1 | 18Cr-12Ni-2.8Mo | 全姿勢 |
④薄板溶接用(DW-TXXX)
| 銘柄 | JIS Z 3323 | 主成分系 | 適用姿勢 |
|---|---|---|---|
| [P]DW-T308L | TS308L-FB0 | 20Cr-10Ni | 下向, 水平すみ肉 |
| [P]DW-T309L | TS309L-FB0 | 24Cr-13Ni | 下向, 水平すみ肉 |
| [P]DW-T316L | TS316L-FB0 | 19Cr-12Ni-2.3Mo | 下向, 水平すみ肉 |
| ※文中の商標を下記のように短縮表記しております。 → [P] |