>> P.7
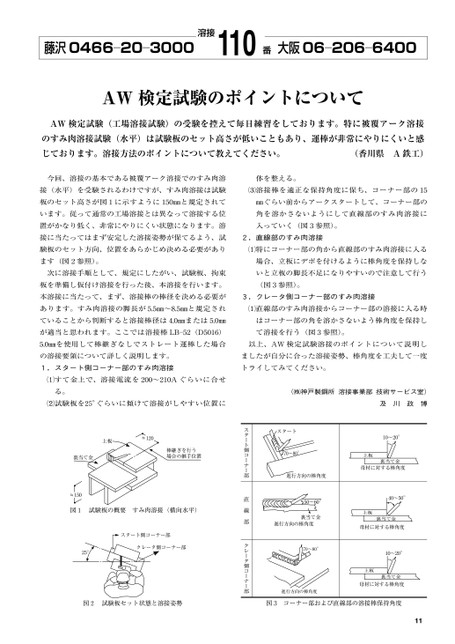
藤沢0466―20―3000溶接110番大阪06―206―6400AW検定試験のポイントについてAW検定試験(工場溶接試験)の受験を控えて毎日練習をしております。特に被覆アーク溶接のすみ肉溶接試験(水平)は試験板のセット高さが低いこともあり、運棒が非常にやりにくいと感じております。溶接方法のポイントについて教えてください。(香川県A鉄工)今回、溶接の基本である被覆アーク溶接でのすみ肉溶体を整える。接(水平)を受験されるわけですが、すみ肉溶接は試験溶接棒を適正な保持角度に保ち、コーナー部の15板のセット高さが図1に示すように150㎜と規定されて㎜ぐらい前からアークスタートして、コーナー部のいます。従って通常の工場溶接とは異なって溶接する位角を溶かさないようにして直線部のすみ肉溶接に置がかなり低く、非常にやりにくい状態になります。溶入っていく(図3参照)。接に当たってはまず安定した溶接姿勢が保てるよう、試2.直線部のすみ肉溶接験板のセット方向、位置をあらかじめ決める必要があり特にコーナー部の角から直線部のすみ肉溶接に入るます(図2参照)。場合、立板にデポを付けるように棒角度を保持しな次に溶接手順として、規定にしたがい、試験板、拘束いと立板の脚長不足になりやすいので注意して行う板を準備し仮付け溶接を行った後、本溶接を行います。(図3参照)。本溶接に当たって、まず、溶接棒の棒径を決める必要が3.クレータ側コーナー部のすみ肉溶接あります。すみ肉溶接の脚長が5.5㎜〜8.5㎜と規定され直線部のすみ肉溶接からコーナー部の溶接に入る時ていることから判断すると溶接棒径は4.0㎜または5.0㎜はコーナー部の角を溶かさないよう棒角度を保持しが適当と思われます。ここでは溶接棒LB―52(D5016)て溶接を行う(図3参照)。5.0㎜を使用して棒継ぎなしでストレート運棒した場合以上、AW検定試験溶接のポイントについて説明しの溶接要領について詳しく説明します。ましたが自分に合った溶接姿勢、棒角度を工夫して一度1.スタート側コーナー部のすみ肉溶接トライしてみてください。すて金上で、溶接電流を200〜210Aぐらいに合せる。試験板を25°ぐらいに傾けて溶接がしやすい位置に(㈱神戸製鋼所溶接事業部技術サービス室)及川政博。10〜20上板裏当て金母材に対する棒角度。40〜50上板裏当て金母材に対する棒角度。10〜20上板裏当て金母材に対する棒角度スタート。70〜80進行方向の棒角度。50〜60裏当て金進行方向の棒角度。70〜80進行方向の棒角度スタート側コーナー部直線部クレータ側コーナー部上板≒120棒継ぎを行う場合の継手位置裏当て金≒150図1試験板の概要すみ肉溶接(横向水平)スタート側コーナー部クレータ側コーナー部25。図2試験板セット状態と溶接姿勢図3コーナー部および直線部の溶接棒保持角度11
 | <
| <  |
|  > |
> |  >>
>>