>> P.8
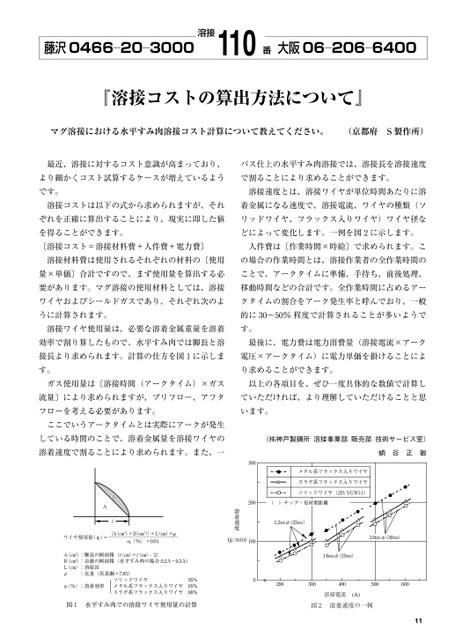
藤沢0466―20―3000溶接110番大阪06―206―6400『溶接コストの算出方法について』マグ溶接における水平すみ肉溶接コスト計算について教えてください。(京都府S製作所)最近、溶接に対するコスト意識が高まっており、パス仕上の水平すみ肉溶接では、溶接長を溶接速度より細かくコスト試算するケースが増えているようで割ることにより求めることができます。です。溶接速度とは、溶接ワイヤが単位時間あたりに溶溶接コストは以下の式から求められますが、それ着金属になる速度で、溶接電流、ワイヤの種類(ソぞれを正確に算出することにより、現実に即した値リッドワイヤ、フラックス入りワイヤ)ワイヤ径なを得ることができます。どによって変化します。一例を図2に示します。〔溶接コスト=溶接材料費+人件費+電力費〕人件費は〔作業時間×時給〕で求められます。こ溶接材料費は使用されるそれぞれの材料の〔使用の場合の作業時間とは、溶接作業者の全作業時間の量×単価〕合計ですので、まず使用量を算出する必ことで、アークタイムに準備、手待ち、前後処理、要があります。マグ溶接の使用材料としては、溶接移動時間などの合計です。全作業時間に占めるアーワイヤおよびシールドガスであり、それぞれ次のよクタイムの割合をアーク発生率と呼んでおり、一般うに計算されます。的に30〜50%程度で計算されることが多いようで溶接ワイヤ使用量は、必要な溶着金属重量を溶着す。効率で割り算したもので、水平すみ肉では脚長と溶最後に、電力費は電力消費量(溶接電流×アーク接長より求められます。計算の仕方を図1に示しま電圧×アークタイム)に電力単価を掛けることによす。り求めることができます。ガス使用量は〔溶接時間(アークタイム)×ガス以上の各項目を、ぜひ一度具体的な数値で計算し流量〕により求められますが、プリフロー、アフタていただければ、より理解していただけることと思フローを考える必要があります。います。ここでいうアークタイムとは実際にアークが発生している時間のことで、溶着金属量を溶接ワイヤの(㈱神戸製鋼所溶接事業部販売部技術サービス室)溶着速度で割ることにより求められます。また、一蛸谷正敏300メタル系フラックス入りワイヤスラグ系フラックス入りワイヤソリッドワイヤ(JISYGW11)200()チップ・母材間距離1.2mmφ(25mm)10002.0mmφ(30mm)1.6mmφ(25mm)200300400500600溶接電流(A)図2溶着速度の一例11溶着速度(g/min)ABlワイヤ使用量()={A(㎝2)+B(㎝2)}×L(㎝)×ρ――――――――――――――η(%)×0.01A(㎝2):脚長の断面積(l(㎝)×l(㎝)/2)B(㎝2):余盛の断面積(水平すみ肉の場合0.2A〜0.3A)L(㎝):溶接長ρ:比重(炭素鋼=7.85)η(%):溶着効率ソリッドワイヤメタル系フラックス入りワイヤスラグ系フラックス入りワイヤ95%95%88%図1水平すみ肉での溶接ワイヤ使用量の計算
 | <
| <  |
|  > |
> |  >>
>>