>> P.11
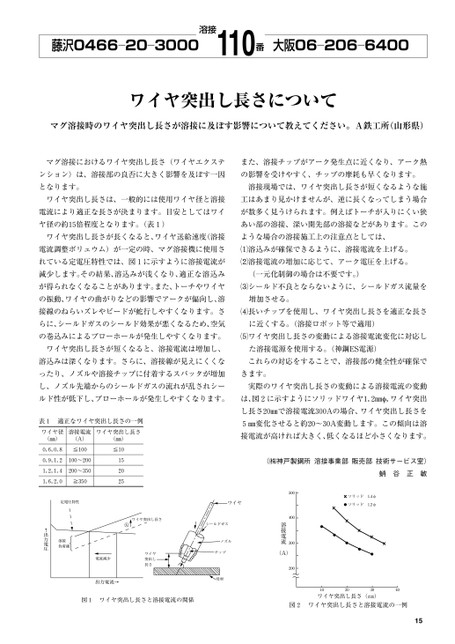
藤沢0466―20―3000溶接110番大阪06―206―6400ワイヤ突出し長さについてマグ溶接時のワイヤ突出し長さが溶接に及ぼす影響について教えてください。A鉄工所(山形県)マグ溶接におけるワイヤ突出し長さ(ワイヤエクステまた、溶接チップがアーク発生点に近くなり、アーク熱ンション)は、溶接部の良否に大きく影響を及ぼす一因の影響を受けやすく、チップの摩耗も早くなります。となります。溶接現場では、ワイヤ突出し長さが短くなるような施ワイヤ突出し長さは、一般的には使用ワイヤ径と溶接工はあまり見かけませんが、逆に長くなってしまう場合電流により適正な長さが決まります。目安としてはワイが数多く見うけられます。例えばトーチが入りにくい狭ヤ径の約15倍程度となります。(表1)あい部の溶接、深い開先部の溶接などがあります。このワイヤ突出し長さが長くなると、ワイヤ送給速度(溶接電流調整ボリュウム)が一定の時、マグ溶接機に使用されている定電圧特性では、図1に示すように溶接電流がような場合の溶接施工上の注意点としては、溶込みが確保できるように、溶接電流を上げる。溶接電流の増加に応じて、アーク電圧を上げる。減少します。その結果、溶込みが浅くなり、適正な溶込み(一元化制御の場合は不要です。)が得られなくなることがあります。また、トーチやワイヤシールド不良とならないように、シールドガス流量をの振動、ワイヤの曲がりなどの影響でアークが偏向し、溶増加させる。接線のねらいズレやビードが蛇行しやすくなります。さ長いチップを使用し、ワイヤ突出し長さを適正な長さらに、シールドガスのシールド効果が悪くなるため、空気に近くする。(溶接ロボット等で適用)の巻込みによるブローホールが発生しやすくなります。ワイヤ突出し長さの変動による溶接電流変化に対応しワイヤ突出し長さが短くなると、溶接電流は増加し、た溶接電源を使用する。(神鋼ES電源)溶込みは深くなります。さらに、溶接線が見えにくくなこれらの対応をすることで、溶接部の健全性が確保でったり、ノズルや溶接チップに付着するスパッタが増加きます。し、ノズル先端からのシールドガスの流れが乱されシー実際のワイヤ突出し長さの変動による溶接電流の変動ルド性が低下し、ブローホールが発生しやすくなります。は、図2に示すようにソリッドワイヤ1.2㎜φ,ワイヤ突出し長さ20㎜で溶接電流300Aの場合、ワイヤ突出し長さを5㎜変化させると約20〜30A変動します。この傾向は溶接電流が高ければ大きく、低くなるほど小さくなります。(㈱神戸製鋼所溶接事業部販売部技術サービス室)蛸谷正敏20010203040ワイヤ突出し長さ(mm)図2ワイヤ突出し長さと溶接電流の一例15ソリッド1.4φソリッド1.2φ500400300(A)溶接電流ワイヤワイヤ突出し長さ○大シールドガスワイヤ突出し長さ電流減少出力電流→ノズルチップ母材図1ワイヤ突出し長さと溶接電流の関係表1適正なワイヤ突出し長さの一例ワイヤ径溶接電流ワイヤ突出し長さ(㎜)≦10152025(㎜)(A)0.6,0.8≦1000.9,1.21.2,1.4100〜200200〜3501.6,2.0≧350定電圧特性溶接負荷線↑出力電圧
 | <
| <  |
|  > |
> |  >>
>>