>> P.12
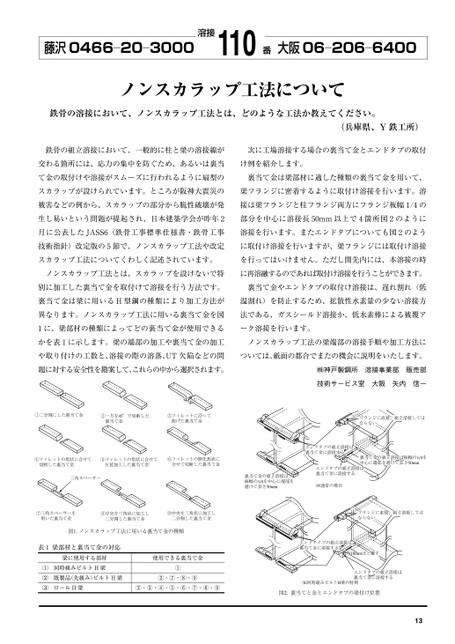
藤沢0466―20―3000溶接110番大阪06―206―6400ノンスカラップ工法について鉄骨の溶接において、ノンスカラップ工法とは、どのような工法か教えてください。(兵庫県、Y鉄工所)鉄骨の組立溶接において、一般的に柱と梁の溶接線が次に工場溶接する場合の裏当て金とエンドタブの取付交わる箇所には、応力の集中を防ぐため、あるいは裏当け例を紹介します。て金の取付けや溶接がスムーズに行われるように扇型の裏当て金は梁部材に適した種類の裏当て金を用いて、スカラップが設けられています。ところが阪神大震災の梁フランジに密着するように取付け溶接を行います。溶被害などの例から、スカラップの部分から脆性破壊が発接は梁フランジと柱フランジ両方にフランジ板幅1/4の生し易いという問題が提起され、日本建築学会が昨年2部分を中心に溶接長50mm以上で4箇所図2のように月に公表したJASS6(鉄骨工事標準仕様書・鉄骨工事溶接を行います。またエンドタブについても図2のよう技術指針)改定版の5節で、ノンスカラップ工法や改定に取付け溶接を行いますが、梁フランジには取付け溶接スカラップ工法についてくわしく記述されています。を行ってはいけません。ただし開先内には、本溶接の時ノンスカラップ工法とは、スカラップを設けないで特に再溶融するのであれば取付け溶接を行うことができます。別に加工した裏当て金を取付けて溶接を行う方法です。裏当て金やエンドタブの取付け溶接は、遅れ割れ(低裏当て金は梁に用いるH型鋼の種類により加工方法が温割れ)を防止するため、拡散性水素量の少ない溶接方異なります。ノンスカラップ工法に用いる裏当て金を図法である、ガスシールド溶接か、低水素棒による被覆ア1に、梁部材の種類によってどの裏当て金が使用できるーク溶接を行います。かを表1に示します。梁の端部の加工や裏当て金の加工ノンスカラップ工法の梁端部の溶接手順や加工方法にや取り付けの工数と、溶接の際の溶落、UT欠陥などの問ついては、紙面の都合でまたの機会に説明をいたします。題に対する安全性を勘案して、これらの中から選択されます。㈱神戸製鋼所溶接事業部販売部技術サービス室大阪矢内信一1二分割にした裏当て金2一方を45°で切断した裏当て金3フィレットに沿って曲げた裏当て金フランジに直接、組立溶接してはならない4フィレットの形状に合せて切断した裏当て金5フィレットの形状に合せて圧延加工した裏当て金6フィレットの開先形状に合せて切断した裏当て金三角スペーサーエンドタブの組立溶接は裏当て金に溶接する裏当て金の組立溶接は振幅の1/4を中心に端部を避けて長さ50mm裏当て金の組立溶接は振幅の1/4を中心に端部を避けて長さ50mmエンドタブの組立溶接は裏当て金に溶接するa通常の場合7三角スペーサーを用いた裏当て金8中央を三角状に加工し二分割した裏当て金9中央を三角状に加工し二分割した裏当て金図1.ノンスカラップ工法に用いる裏当て金の種類表1梁部材と裏当て金の対応梁に使用する部材同時組みビルトH梁使用できる裏当て金①既製品(先組み)ビルトH梁②・⑦・⑧・⑨ロールH梁②・③・④・⑤・⑥・⑦・⑧・⑨フランジに直接、組立溶接してはならないエンドタイプの組立溶接は裏当て金に溶接する10mmほど離すエンドタブの組立溶接は裏当て金に溶接するb同時組みビルトH梁の特例図2.裏当てと金とエンドタブの梁付け位置13
 | <
| <  |
|  > |
> |  >>
>>