>> P.13
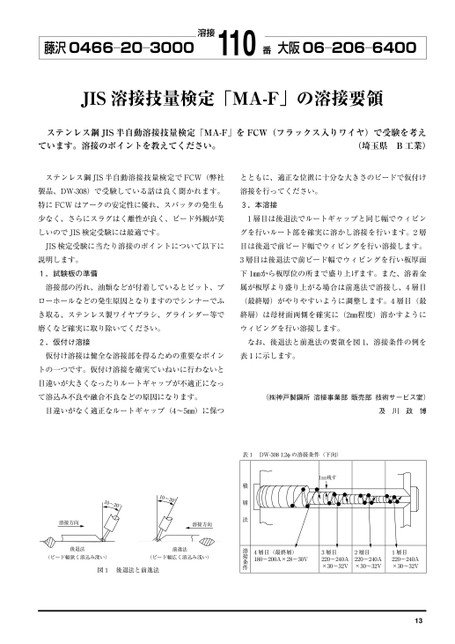
藤沢0466―20―3000溶接110番大阪06―206―6400JIS溶接技量検定「MA-F」の溶接要領ステンレス鋼JIS半自動溶接技量検定「MA-F」をFCW(フラックス入りワイヤ)で受験を考えています。溶接のポイントを教えてください。(埼玉県B工業)ステンレス鋼JIS半自動溶接技量検定でFCW(弊社とともに、適正な位置に十分な大きさのビードで仮付け製品、DW-308)で受験している話は良く聞かれます。溶接を行ってください。特にFCWはアークの安定性に優れ、スパッタの発生も3.本溶接少なく、さらにスラグはく離性が良く、ビード外観が美1層目は後退法でルートギャップと同じ幅でウィビンしいのでJIS検定受験には最適です。グを行いルート部を確実に溶かし溶接を行います。2層JIS検定受験に当たり溶接のポイントについて以下に目は後退で前ビード幅でウィビングを行い溶接します。説明します。1.試験板の準備3層目は後退法で前ビード幅でウィビングを行い板厚面下1㎜から板厚位の所まで盛り上げます。また、溶着金溶接部の汚れ、油類などが付着しているとピット、ブ属が板厚より盛り上がる場合は前進法で溶接し、4層目ローホールなどの発生原因となりますのでシンナーでふ(最終層)がやりやすいように調整します。4層目(最き取る、ステンレス製ワイヤブラシ、グラインダー等で終層)は母材面両側を確実に(2㎜程度)溶かすように磨くなど確実に取り除いてください。ウィビングを行い溶接します。2.仮付け溶接なお、後退法と前進法の要領を図1,溶接条件の例を仮付け溶接は健全な溶接部を得るための重要なポイン表1に示します。トの一つです。仮付け溶接を確実ていねいに行わないと目違いが大きくなったりルートギャップが不適正になって溶込み不良や融合不良などの原因になります。(㈱神戸製鋼所溶接事業部販売部技術サービス室)目違いがなく適正なルートギャップ(4〜5㎜)に保つ及川政博表1DW-3081.2φの溶接条件(下向)1mm残す4層目(最終層)180〜200A×28〜30V3層目220〜240A×30〜32V2層目220〜240A×30〜32V1層目220〜240A×30〜32V13積層法溶接条件10〜20。10〜20。溶接方向溶接方向後退法前進法(ビード幅狭く溶込み深い)(ビード幅広く溶込み浅い)図1後退法と前進法
 | <
| <  |
|  > |
> |  >>
>>