>> P.14
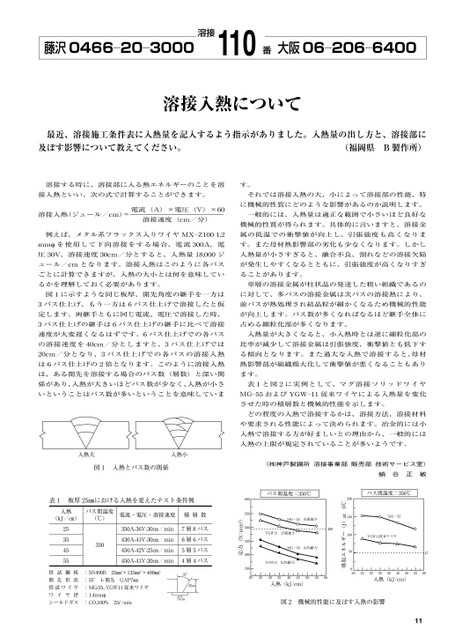
藤沢0466―20―3000溶接110番大阪06―206―6400溶接入熱について最近、溶接施工条件表に入熱量を記入するよう指示がありました。入熱量の出し方と、溶接部にB製作所)及ぼす影響について教えてください。(福岡県溶接する時に、溶接部に入る熱エネルギーのことを溶す。接入熱といい、次の式で計算することができます。それでは溶接入熱の大、小によって溶接部の性能、特溶接入熱(ジュール/cm)=電流(A)×電圧(V)×60溶接速度(cm/分)に機械的性質にどのような影響があるのか説明します。一般的には、入熱量は適正な範囲で小さいほど良好な機械的性質が得られます。具体的に言いますと、溶接金例えば、メタル系フラックス入りワイヤMX―Z1001.2属の低温での衝撃値が向上し、引張強度も高くなりまmmφを使用して下向溶接をする場合、電流300A,電す。また母材熱影響部の劣化も少なくなります。しかし圧30V,溶接速度30cm/分とすると、入熱量18,000ジ入熱量が小さすぎると、融合不良、割れなどの溶接欠陥ュール/cmとなります。溶接入熱はこのように各パスが発生しやすくなるとともに、引張強度が高くなりすぎごとに計算できますが、入熱の大小とは何を意味していることがあります。るかを理解しておく必要があります。単層の溶接金属が柱状晶の発達した粗い組織であるの図1に示すような同じ板厚、開先角度の継手を一方はに対して、多パスの溶接金属は次パスの溶接熱により、3パス仕上げ、もう一方は6パス仕上げで溶接したと仮前パスが熱処理され結晶粒が細かくなるため機械的性能定します。両継手ともに同じ電流、電圧で溶接した時、が向上します。パス数が多くなればなるほど継手全体に3パス仕上げの継手は6パス仕上げの継手に比べて溶接占める細粒化部が多くなります。速度が大変遅くなるはずです。6パス仕上げでの各パス入熱量が大きくなると、小入熱時とは逆に細粒化部のの溶接速度を40cm/分としますと、3パス仕上げでは比率が減少して溶接金属は引張強度、衝撃値とも低下す20cm/分となり、3パス仕上げでの各パスの溶接入熱る傾向となります。また過大な入熱で溶接すると、母材は6パス仕上げの2倍となります。このように溶接入熱熱影響部が組織粗大化して衝撃値が悪くなることもありは、ある開先を溶接する場合のパス数(層数)と深い関ます。係があり、入熱が大きいほどパス数が少なく、入熱が小さ表1と図2に実例として、マグ溶接ソリッドワイヤいということはパス数が多いということを意味していまMG―55およびYGW―11従来ワイヤによる入熱量を変化させた時の積層数と機械的性能を示します。どの程度の入熱で溶接するかは、溶接方法、溶接材料や要求される性能によって決められます。冶金的には小入熱で溶接する方が好ましいとの理由から、一般的には入熱の上限が規定されていることが多いようです。(㈱神戸製鋼所溶接事業部販売部技術サービス室)蛸谷正敏パス間温度:350℃MG-55YGW11従来ワイヤ15010050020472530354045505560入熱(kJ/cm)200吸収エネルギー(J)at0℃パス間温度:350℃MG-55引張強さYGW11引張強さ490MG-550.2%耐力YGW110.2%耐力600550500450400350応力(N/mm2)202530354045505560入熱(kJ/cm)図2機械的性能に及ぼす入熱の影響11入熱大入熱小図1入熱とパス数の関係表1板厚25㎜における入熱を変えたテスト条件例入熱パス間温度(kJ/㎝)(℃)電流・電圧・溶接速度積層数25354555350350A-36V-30㎝/min7層8パス430A-41V-30㎝/min6層6パス450A-42V-25㎝/min5層5パス450A-41V-20㎝/min4層4パス鋼形試先板供開状供試ワイヤワ径シールドガスイヤ25㎜t×135㎜w×400㎜LGAP7㎜:SN490B:35°レ開先:MG-55,YGW11従来ワイヤ:1.4mmφ:CO2100%25l/min35°25mm7mm
 | <
| <  |
|  > |
> |  >>
>>