>> P.15
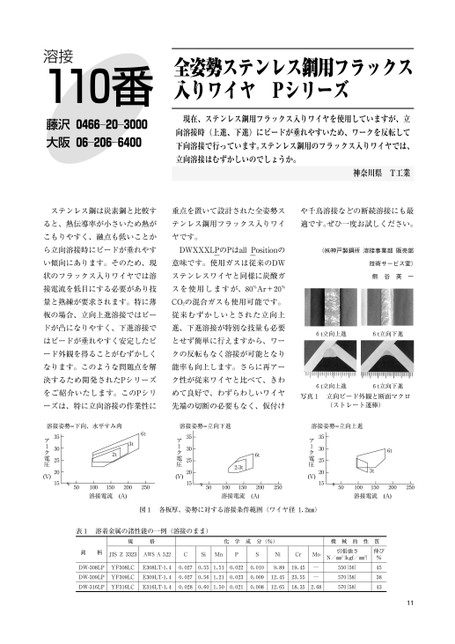
溶接110番藤沢0466―20―3000大阪06―206―6400全姿勢ステンレス鋼用フラックス入りワイヤPシリーズ現在、ステンレス鋼用フラックス入りワイヤを使用していますが、立向溶接時(上進、下進)にビードが垂れやすいため、ワークを反転して下向溶接で行っています。ステンレス鋼用のフラックス入りワイヤでは、立向溶接はむずかしいのでしょうか。神奈川県T工業ステンレス鋼は炭素鋼と比較す重点を置いて設計された全姿勢スや千鳥溶接などの断続溶接にも最ると、熱伝導率が小さいため熱がテンレス鋼用フラックス入りワイ適です。ぜひ一度お試しください。こもりやすく、融点も低いことかヤです。ら立向溶接時にビードが垂れやすDWXXXLPのPはallPositionのい傾向にあります。そのため、現意味です。使用ガスは従来のDW状のフラックス入りワイヤでは溶ステンレスワイヤと同様に炭酸ガ接電流を低目にする必要があり技スを使用しますが、80%Ar+20%量と熟練が要求されます。特に薄CO2の混合ガスも使用可能です。板の場合、立向上進溶接ではビー従来むずかしいとされた立向上ドが凸になりやすく、下進溶接で進、下進溶接が特別な技量も必要はビードが垂れやすく安定したビとせず簡単に行えますから、ワーード外観を得ることがむずかしくクの反転もなく溶接が可能となりなります。このような問題点を解能率も向上します。さらに再アー決するため開発されたPシリーズク性が従来ワイヤと比べて、きわをご紹介いたします。このPシリめて良好で、わずらわしいワイヤーズは、特に立向溶接の作業性に先端の切断の必要もなく、仮付け(㈱神戸製鋼所溶接事業部販売部技術サービス室)熊谷英一6t立向上進6t立向下進6t立向上進6t立向下進写真1立向ビード外観と断面マクロ(ストレート運棒)溶接姿勢=下向、水平すみ肉溶接姿勢=立向下進溶接姿勢=立向上進35302520156t3t50100150200250溶接電流(A)アーク電圧(V)35302520156t2-3t50100150200250溶接電流(A)アーク電圧(V)35302520156t3t2t50100150200250溶接電流(A)アーク電圧(V)図1各板厚、姿勢に対する溶接条件範囲(ワイヤ径1.2㎜)表1溶着金属の諸性能の一例(溶接のまま)規格化学成分(%)銘柄JISZ3323AWSA5.22CSiMnPSNiCrMoDW-08LPYF308LCE308LT-.40.0270.551.510.0220.0109.8919.45DW-09LPYF309LCE309LT-.40.0270.561.210.0230.00912.4523.55――DW-16LPYF316LCE316LT-.40.0280.601.500.0210.00812.6518.352.68機械的性質引張強さ伸びN/㎜2{kgf/㎜2}%550{56}570{58}570{58}45384311
 | <
| <  |
|  > |
> |  >>
>>