>> P.16
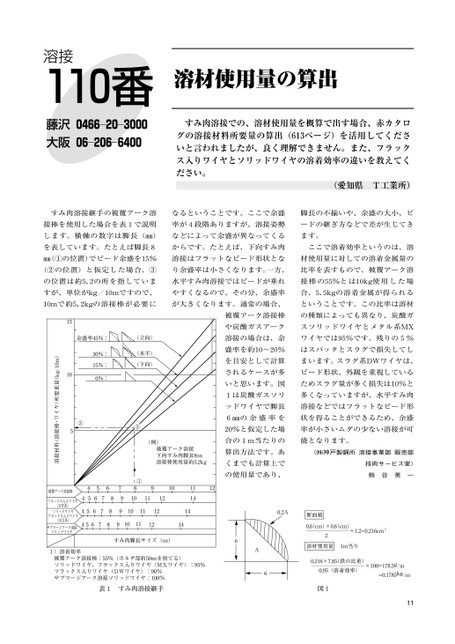
溶接110番藤沢0466―20―3000大阪06―206―6400溶材使用量の算出すみ肉溶接での、溶材使用量を概算で出す場合、赤カタログの溶接材料所要量の算出(613ページ)を活用してくださいと言われましたが、良く理解できません。また、フラックス入りワイヤとソリッドワイヤの溶着効率の違いを教えてください。(愛知県T工業所)すみ肉溶接継手の被覆アーク溶なるということです。ここで余盛脚長の不揃いや、余盛の大小、ビ接棒を使用した場合を表1で説明率が4段階ありますが、溶接姿勢ードの継ぎ方などで差が生じてきします。横軸の数字は脚長(㎜)などによって余盛が異なってくるます。を表しています。たとえば脚長8からです。たとえば、下向すみ肉ここで溶着効率というのは、溶㎜(①の位置)でビード余盛を15%溶接はフラットなビード形状とな材使用量に対しての溶着金属量の(②の位置)と仮定した場合、③り余盛率は小さくなります。一方、比率を表すもので、被覆アーク溶の位置は約5.2の所を指していま水平すみ肉溶接ではビードが垂れ接棒の55%とは10kg使用した場すが、単位がkg/10mですので、やすくなるので、その分、余盛率合、5.5kgの溶着金属が得られる10mで約5.2kgの溶接棒が必要にが大きくなります。通常の場合、ということです。この比率は溶材余盛率45%:(立向)溶接の場合は、余ワイヤでは95%です。残りの5%被覆アーク溶接棒の種類によっても異なり、炭酸ガや炭酸ガスアークスソリッドワイヤとメタル系MX4567456789①81091011121211144567891011121445678910111214被覆アーク溶接棒フラックス入りワイヤ(DW系)ソリッドワイヤフラックス入りワイヤ(MX系)サブマージアーク溶接ソリッドワイヤすみ肉脚長サイズ(mm)61)溶着効率被覆アーク溶接棒:55%(ホルダ部約50mmを捨てる)ソリッドワイヤ、フラックス入りワイヤ(MXワイヤ):95%フラックス入りワイヤ(DWワイヤ):90%サブマージアーク溶接ソリッドワイヤ:100%A60.2A断面積0.6cm)×0.6cm)――――――――×1.2=0.216cm22溶材使用量1m当り0.216×7.85鉄の比重)――――――――――×100=178.5g/m0.95(溶着効率)=0.1785kg/m表1すみ肉溶接継手図111盛率を約10〜20%はスパッタとスラグで損失してしを目安として計算まいます。スラグ系DWワイヤは、されるケースが多ビード形状、外観を重視しているいと思います。図ためスラグ量が多く損失は10%と1は炭酸ガスソリ多くなっていますが、水平すみ肉ッドワイヤで脚長溶接などではフラットなビード形6㎜の余盛率を状を得ることができるため、余盛20%と仮定した場率が小さいムダの少ない溶接が可合の1m当たりの能となります。算出方法です。あくまでも計算上での使用量であり、(㈱神戸製鋼所溶接事業部販売部技術サービス室)熊谷英一(水平)(下向)30%:15%:0%:③5②(例)被覆アーク溶接下向すみ肉脚長8mm溶接棒使用量約5.2kg1510溶接材料(溶接棒・ワイヤ)所要重量(kg/10m)
 | <
| <  |
|  > |
> |  >>
>>