>> P.17
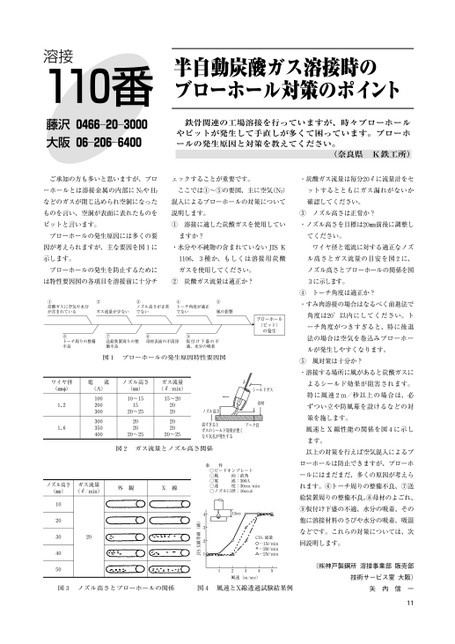
溶接110番藤沢0466―20―3000大阪06―206―6400半自動炭酸ガス溶接時のブローホール対策のポイント鉄骨関連の工場溶接を行っていますが、時々ブローホールやピットが発生して手直しが多くて困っています。ブローホールの発生原因と対策を教えてください。(奈良県K鉄工所)ご承知の方も多いと思いますが、ブロェックすることが重要です。・炭酸ガス流量は毎分20に流量計をセーホールとは溶接金属の内部にN2やH2ここでは①〜⑤の要図、主に空気(N2)ットするとともにガス漏れがないかなどのガスが閉じ込められ空洞になった混入によるブローホールの対策について確認してください。ものを言い、空洞が表面に表れたものを説明します。③ノズル高さは正常か?ピットと言います。①溶接に適した炭酸ガスを使用してい・ノズル高さを目標は20㎜前後に調整しブローホールの発生原因には多くの要ますか?てください。因が考えられますが、主な要因を図1に・水分や不純物の含まれていないJISKワイヤ径と電流に対する適正なノズ示します。1106,3種か、もしくは溶接用炭酸ル高さとガス流量の目安を図2に、ブローホールの発生を防止するためにガスを使用してください。ノズル高さとブローホールの関係を図は特性要因図の各項目を溶接前に十分チ②炭酸ガス流量は適正か?3に示します。④トーチ角度は適正か?・すみ肉溶接の場合はなるべく前進法で角度は20゜以内にしてください。トーチ角度がつきすぎると、特に後退法の場合は空気を巻込みブローホールが発生しやすくなります。⑤風対策は十分か?・溶接する場所に風があると炭酸ガスによるシールド効果が阻害されます。特に風速2m/秒以上の場合は、必ずつい立や防風幕を設けるなどの対策を施します。風速とX線性能の関係を図4に示します。以上の対策を行えば空気混入によるブローホールは防止できますが、ブローホールにはまだまだ、多くの原因が考えられます。⑥トーチ周りの整備不良、⑦送給装置周りの整備不良、⑧母材のよごれ、⑨仮付け下盛の不適、水分の吸着、その他に溶接材料のさびや水分の吸着、吸湿などです。これらの対策については、次回説明します。(㈱神戸製鋼所溶接事業部販売部技術サービス室大阪)矢内信一11⑤風の影響プローホール(ピット)の発生でない④トズル高さが正常ーチ角度が適正でない③ノ②ガス流量が少ない酸ガスに空気や水分が含まれている①炭シールドガス母材ノズル高さ高すぎるとガスのシールド効果が悪くなり気孔が発生するアーク長ワイヤ径(㎜φ)電流(A)ノズル高さ(㎜)ガス流量(/min)15〜200202020210〜151520〜25020220〜2520〜251230000003340500001.21.6条件○ビードオンプレート○風向:直角○電流:300A○速度:30cm/min○ノズル口径:16mmφ15mmCO2流量…15l/min…20l/min…25l/min12345風速(m/sec)4321JISX線等級(級)ノズル高さ(㎜)ガス流量(/min)外観X線102030405020図3ノズル高さとブローホールの関係図4風速とX線透過試験結果例図2ガス流量とノズル高さ関係図1ブローホールの発生原因特性要因図付け下盛の不適、水分の吸着⑨仮材表面の不清浄⑧母給装置周りの整備不良⑦送ーチ周りの整備不良⑥ト
 | <
| <  |
|  > |
> |  >>
>>