>> P.18
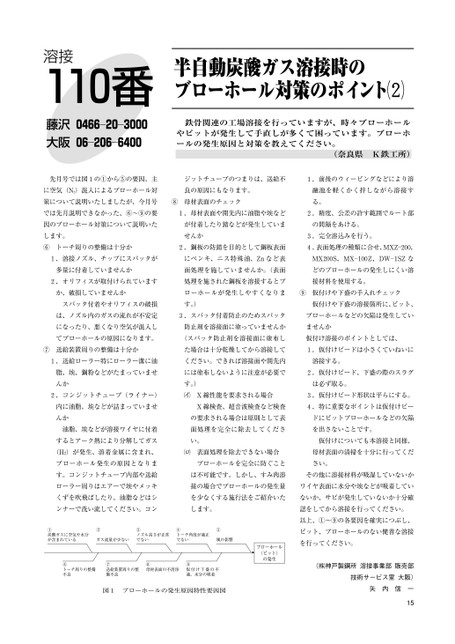
溶接110番藤沢0466―20―3000大阪06―206―6400半自動炭酸ガス溶接時のブローホール対策のポイント鉄骨関連の工場溶接を行っていますが、時々ブローホールやピットが発生して手直しが多くて困っています。ブローホールの発生原因と対策を教えてください。(奈良県K鉄工所)先月号では図1の①から⑤の要因、主ジットチューブのつまりは、送給不1.前後のウィービングなどにより溶に空気(N2)混入によるブローホール対良の原因にもなります。融池を軽くかく拌しながら溶接す策について説明いたしましたが、今月号⑧母材表面のチェックる。では先月説明できなかった、⑥〜⑨の要1.母材表面や開先内に油脂や埃など2.精度、公差の許す範囲でルート部因のブローホール対策について説明いたが付着したり錆などが発生していまの間隔をあける。します。せんか3.完全溶込みを行う。⑥トーチ周りの整備は十分か2.鋼板の防錆を目的として鋼板表面4.表面処理の種類に合せ、MXZ―200,1.溶接ノズル、チップにスパッタがにペンキ、ニス特殊油、Znなど表MX200S,MX―100Z,DW―1SZな多量に付着していませんか面処理を施していませんか。(表面どのブローホールの発生しにくい溶2.オリフィスが取付けられています処理を施された鋼板を溶接するとブ接材料を使用する。か、破損していませんかローホールが発生しやすくなりま⑨仮付けや下盛の手入れチェックスパッタ付着やオリフィスの破損す。)仮付けや下盛の溶接箇所に、ピット、は、ノズル内のガスの流れが不安定3.スパッタ付着防止のためスパッタブローホールなどの欠陥は発生していになったり、悪くなり空気が混入し防止剤を溶接面に塗っていませんかませんかてブローホールの原因になります。(スパッタ防止剤を溶接面に塗布し仮付け溶接のポイントとしては、⑦送給装置周りの整備は十分かた場合は十分乾燥してから溶接して1.仮付けビードは小さくていねいに1.送給ローラー特にローラー溝に油ください。できれば溶接面や開先内溶接する。脂、埃、鋼粉などがたまっていませには塗布しないように注意が必要で2.仮付けビード、下盛の際のスラグんかす。)は必ず取る。2.コンジットチューブ(ライナー)X線性能を要求される場合3.仮付けビード形状は平らにする。内に油脂、埃などが詰まっていませX線検査、超音波検査など検査4.特に重要なポイントは仮付けビーんかの要求される場合は原則として表ドにピットブローホールなどの欠陥油脂、埃などが溶接ワイヤに付着面処理を完全に除去してくださを出さないことです。するとアーク熱により分解してガスい。(H2)が発生、溶着金属に含まれ、表面処理を除去できない場合仮付けについても本溶接と同様、母材表面の清掃を十分に行ってくだブローホール発生の原因となりまブローホールを完全に防ぐことさい。す。コンジットチューブ内部や送給は不可能です。しかし、すみ肉溶その他に溶接材料が吸湿していないかローラー周りはエアーで埃やメッキ接の場合でブローホールの発生量ワイヤ表面に水分や埃などが吸着していくずを吹飛ばしたり、油脂などはシを少なくする施行法をご紹介いたないか、サビが発生していないか十分確認をしてから溶接を行ってください。以上、①〜⑨の各要因を確実につぶし、ピット、ブローホールのない健善な溶接を行ってください。(㈱神戸製鋼所溶接事業部販売部技術サービス室大阪)矢内信一15⑤風の影響プローホール(ピット)の発生ンナーで洗い流してください。コンします。でない④トズル高さが正常ーチ角度が適正でない③ノ②ガス流量が少ない酸ガスに空気や水分が含まれている①炭図1ブローホールの発生原因特性要因図付け下盛の不適、水分の吸着⑨仮材表面の不清浄⑧母給装置周りの整備不良⑦送ーチ周りの整備不良⑥ト
 | <
| <  |
|  > |
> |  >>
>>