>> P.30
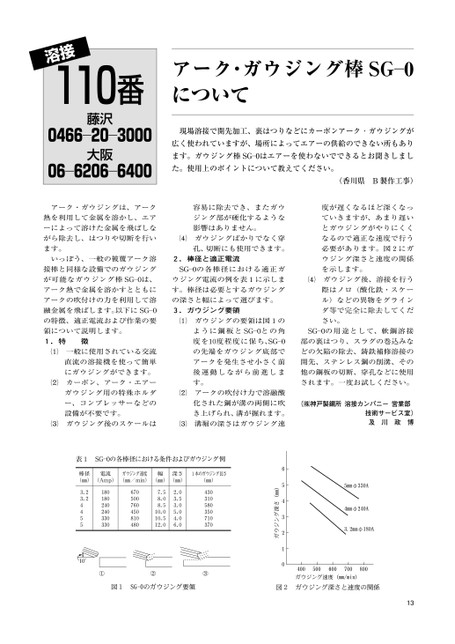
溶接110番藤沢――6203大阪―06620004000460―66アーク・ガウジング棒SG―0について現場溶接で開先加工、裏はつりなどにカーボンアーク・ガウジングが広く使われていますが、場所によってエアーの供給のできない所もあります。ガウジング棒SG―0はエアーを使わないでできるとお聞きしました。使用上のポイントについて教えてください。(香川県B製作工事)アーク・ガウジングは、アーク熱を利用して金属を溶かし、エアーによって溶けた金属を飛ばしながら除去し、はつりや切断を行います。容易に除去でき、またガウジング部が硬化するような影響はありません。ガウジングばかりでなく穿孔、切断にも使用できます。いっぽう、一般の被覆アーク溶2.棒径と適正電流度が遅くなるほど深くなっていきますが、あまり遅いとガウジングがやりにくくなるので適正な速度で行う必要があります。図2にガウジング深さと速度の関係接棒と同様な設備でのガウジングSG―0の各棒径における適正ガを示します。が可能なガウジング棒SG―0は、ウジング電流の例を表1に示しまアーク熱で金属を溶かすとともにす。棒径は必要とするガウジングアークの吹付けの力を利用して溶融金属を飛ばします。以下にSG―0の特徴、適正電流および作業の要の深さと幅によって選びます。3.ガウジング要領ガウジングの要領は図1のガウジング後、溶接を行う際はノロ(酸化鉄・スケール)などの異物をグラインダ等で完全に除去してください。領について説明します。1.特徴一般に使用されている交流直流の溶接機を使って簡単にガウジングができます。カーボン、アーク・エアーガウジング用の特殊ホルダー、コンプレッサーなどの設備が不要です。ガウジング後のスケールはように鋼板とSG―0との角SG―0の用途として、軟鋼溶接度を10度程度に保ち、SG―0部の裏はつり、スラグの巻込みなの先端をガウジング底部でどの欠陥の除去、鋳鉄補修溶接のアークを発生させ小さく前開先、ステンレス鋼の削溝、その後運動しながら前進しま他の鋼板の切断、穿孔などに使用す。されます。一度お試しください。アークの吹付け力で溶融酸化された鋼が溝の両側に吹(㈱神戸製鋼所溶接カンパニー営業部き上げられ、溝が掘れます。溝堀の深さはガウジング速技術サービス室)及川政博表1SG―0の各棒径における条件およびガウジング例棒径電流ガウジング速度幅深さ1本のガウジング長さ(㎜)(Amp)(㎜/min)(㎜)(㎜)(㎜)7.58.08.50.00.52.01112.03.53.05.04.06.0435373318517000000136574847065180000001122338844330000003.23.24455
 | <
| <  |
|  > |
> |  >>
>>