>> P.32
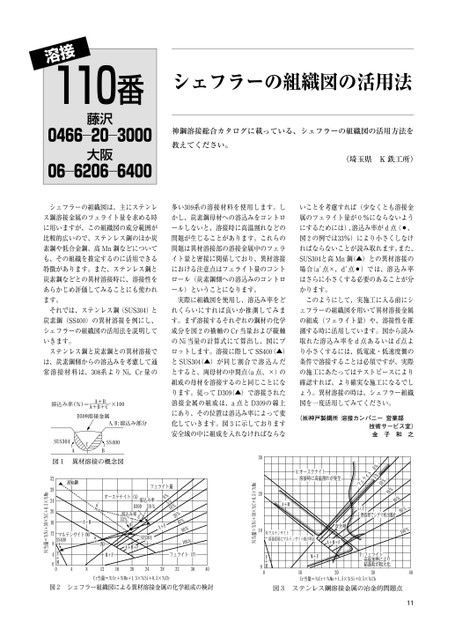
溶接110番藤沢――6203大阪―06620460―66000400シェフラーの組織図は、主にステンレス鋼溶接金属のフェライト量を求める時に用いますが、この組織図の成分範囲が比較的広いので、ステンレス鋼のほか炭素鋼や低合金鋼、高Mn鋼などについても、その組織を推定するのに活用できる特徴があります。また、ステンレス鋼と炭素鋼などとの異材溶接時に、溶接性をあらかじめ評価してみることにも使われます。それでは、ステンレス鋼(SUS304)と炭素鋼(SS400)の異材溶接を例にし、シェフラーの組織図の活用法を説明していきます。ステンレス鋼と炭素鋼との異材溶接では、炭素鋼側からの溶込みを考慮して通常溶接材料は、308系よりNi,Cr量のシェフラーの組織図の活用法神鋼溶接総合カタログに載っている、シェフラーの組織図の活用方法を教えてください。(埼玉県K鉄工所)多い309系の溶接材料を使用します。しかし、炭素鋼母材への溶込みをコントロールしないと、溶接時に高温割れなどの問題が生じることがあります。これらの問題は異材溶接部の溶接金属中のフェライト量と密接に関係しており、異材溶接における注意点はフェライト量のコントロール(炭素鋼側への溶込みのコントロール)ということになります。実際に組織図を使用し、溶込み率をどれくらいにすれば良いか推測してみます。まず溶接するそれぞれの鋼材の化学成分を図2の横軸のCr当量および縦軸のNi当量の計算式にて算出し、図にプロットします。溶接に際してSS400(▲)とSUS304(▲)が同じ割合で溶込んだとすると、両母材の中間点(a点、×)の組成の母材を溶接するのと同じことになります。従ってD309(▲)で溶接された溶接金属の組成は、a点とD309の線上にあり、その位置は溶込み率によって変化していきます。図3に示しております安全域の中に組成を入れなければならないことを考慮すれば(少なくとも溶接金属のフェライト量が0%にならないようにするためには)、溶込み率がd点(,図2の例では33%)により小さくしなければならないことが読み取れます。また、SUS304と高Mn鋼(▲)との異材溶接の場合(a’点×,d’点)では、溶込み率はさらに小さくする必要のあることが分かります。このようにして、実施工に入る前にシェフラーの組織図を用いて異材溶接金属の組成(フェライト量)や、溶接性を推測する時に活用しています。図から読み取れた溶込み率をd点あるいはd'点より小さくするには、低電流・低速度側の条件で溶接することは必須ですが、実際の施工にあたってはテストピースにより確認すれば、より確実な施工になるでしょう。異材溶接の時は、シェフラー組織図を一度活用してみてください。(㈱神戸製鋼所溶接カンパニー営業部技術サービス室)金子和之11
 | <
| <  |
|  > |
> |  >>
>>