>> P.37
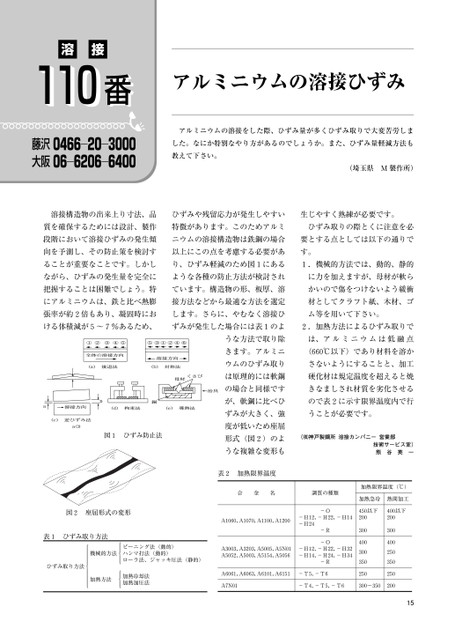
溶接11111111110000000000番番番番番番11111111アルミニウムの溶接ひずみ藤沢0466―20―3000大阪06―6206―6400アルミニウムの溶接をした際、ひずみ量が多くひずみ取りで大変苦労しました。なにか特別なやり方があるのでしょうか。また、ひずみ量軽減方法も教えて下さい。(埼玉県M製作所)溶接構造物の出来上り寸法、品ひずみや残留応力が発生しやすい生じやすく熟練が必要です。質を確保するためには設計、製作特徴があります。このためアルミひずみ取りの際とくに注意を必段階において溶接ひずみの発生傾ニウムの溶接構造物は鉄鋼の場合要とする点としては以下の通りで向を予測し、その防止策を検討す以上にこの点を考慮する必要があす。ることが重要なことです。しかしり、ひずみ軽減のため図1にある1.機械的方法では、動的、静的ながら、ひずみの発生量を完全にような各種の防止方法が検討されに力を加えますが、母材が軟ら把握することは困難でしょう。特ています。構造物の形、板厚、溶かいので傷をつけないよう緩衝にアルミニウムは、鉄と比べ熱膨接方法などから最適な方法を選定材としてクラフト紙、木材、ゴ張率が約2倍もあり、凝固時におします。さらに、やむなく溶接ひム等を用いて下さい。ける体積減が5〜7%あるため、ずみが発生した場合には表1のよ2.加熱方法によるひずみ取りで図1ひずみ防止法うな方法で取り除は、アルミニウムは低融点きます。アルミニ(660℃以下)であり材料を溶かウムのひずみ取りさないようにすることと、加工は原理的には軟鋼硬化材は規定温度を超えると焼の場合と同様ですきなましされ材質を劣化させるが、軟鋼に比べひので表2に示す限界温度内で行ずみが大きく、強うことが必要です。度が低いため座屈形式(図2)のような複雑な変形も表2加熱限界温度(㈱神戸製鋼所溶接カンパニー営業部技術サービス室)熊谷英一合金名調質の種類加熱限界温度(℃)加熱急冷熱間加工図2座屈形式の変形A1060,A1070,A1100,A1200-O-H12,-H22,-H14-H24-R-O42500以下042000以下0300300400400A3003,A3203,A5005,A5N01A5052,A5003,A5154,A5056-H12,-H22,-H32-H14,-H24,-H34-RA6061,A6063,A6101,A6151-T5,-T6A7N01-T4,-T5,-T6300350250300〜35025035025020015ピーニング法(動的)ハンマ打法(動的)ローラ法、ジャッキ圧法(静的)加熱冷却法加熱加圧法機械的方法加熱方法ひずみ取り方法表1ひずみ取り方法
 | <
| <  |
|  > |
> |  >>
>>