>> P.38
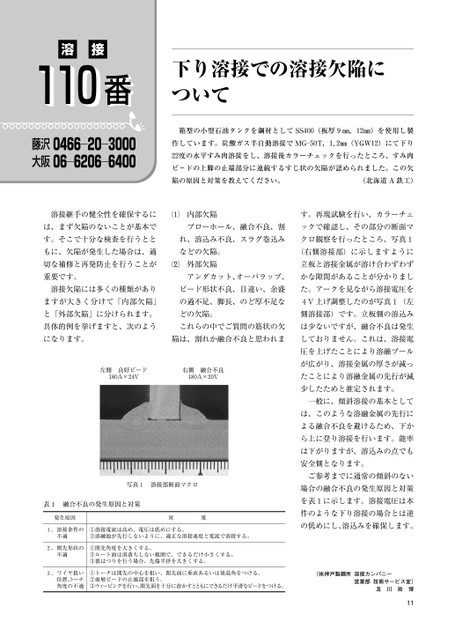
溶接11111111110000000000番番番番番番11111111下り溶接での溶接欠陥について藤沢0466―20―3000大阪06―6206―6400箱型の小型石油タンクを鋼材としてSS400(板厚9㎜,12㎜)を使用し製作しています。炭酸ガス半自動溶接でMG―50T,1.2㎜(YGW12)にて下り22度の水平すみ肉溶接をし、溶接後カラーチェックを行ったところ、すみ肉ビ-ドの上脚の止端部分に連続するすじ状の欠陥が認められました。この欠陥の原因と対策を教えてください。(北海道A鉄工)溶接継手の健全性を確保するに内部欠陥す。再現試験を行い、カラーチェは、まず欠陥のないことが基本でブローホール、融合不良、割ックで確認し、その部分の断面マす。そこで十分な検査を行うととれ、溶込み不良、スラグ巻込みクロ観察を行ったところ、写真1もに、欠陥が発生した場合は、適などの欠陥。切な補修と再発防止を行うことが外部欠陥(右側溶接部)に示しますように立板と溶接金属が溶け合わずわず重要です。アンダカット、オーバラップ、かな隙間があることが分かりまし溶接欠陥には多くの種類がありビード形状不良、目違い、余盛た。アークを見ながら溶接電圧をますが大きく分けて「内部欠陥」の過不足、脚長、のど厚不足な4V上げ調整したのが写真1(左と「外部欠陥」に分けられます。どの欠陥。側溶接部)です。立板側の溶込み具体的例を挙げますと、次のようこれらの中でご質問の筋状の欠は少ないですが、融合不良は発生になります。陥は、割れか融合不良と思われましておりません。これは、溶接電左側良好ビード180A×24V右側融合不良180A×20V写真1溶接部断面マクロ表1融合不良の発生原因と対策発生原因対策1.溶接条件の不適①溶接電流は高め、電圧は低めにする。②溶融池が先行しないように、適正な溶接速度と電流で溶接する。2.開先形状の不適①開先角度を大きくする。②ルート面は溶落ちしない範囲で、できるだけ小さくする。③裏はつりを行う場合、先端半径を大きくする。3.ワイヤ狙い位置、トーチ角度の不適①トーチは開先の中心を狙い、開先面に垂直あるいは後退角をつける。②前層ビードの止端部を狙う。③ウィービングを行い、開先面を十分に溶かすとともにできるだけ平滑なビードをつける。圧を上げたことにより溶融プールが広がり、溶接金属の厚さが減ったことにより溶融金属の先行が減少したためと推定されます。一般に、傾斜溶接の基本としては、このような溶融金属の先行による融合不良を避けるため、下から上に登り溶接を行います。能率は下がりますが、溶込みの点でも安全側となります。ご参考までに通常の傾斜のない場合の融合不良の発生原因と対策を表1に示します。溶接電圧は本件のような下り溶接の場合とは逆の低めにし、溶込みを確保します。(㈱神戸製鋼所溶接カンパニー営業部技術サービス室)及川政博11
 | <
| <  |
|  > |
> |  >>
>>