>> P.39
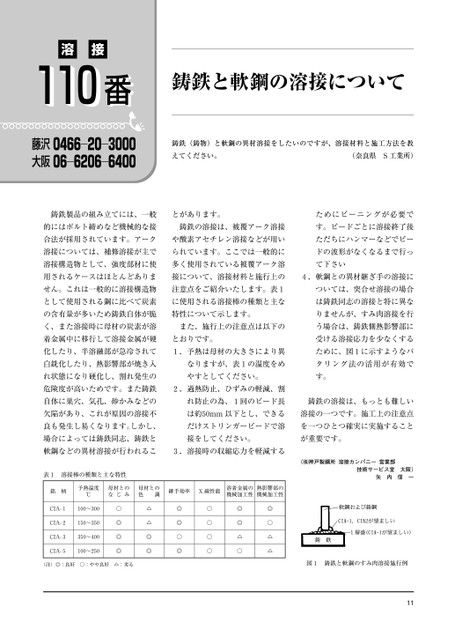
溶接11111111110000000000番番番番番番11111111鋳鉄と軟鋼の溶接について藤沢0466―20―3000大阪06―6206―6400鋳鉄(鋳物)と軟鋼の異材溶接をしたいのですが、溶接材料と施工方法を教えてください。(奈良県S工業所)鋳鉄製品の組み立てには、一般とがあります。ためにピーニングが必要で的にはボルト締めなど機械的な接鋳鉄の溶接は、被覆アーク溶接す。ビードごとに溶接終了後合法が採用されています。アークや酸素アセチレン溶接などが用いただちにハンマーなどでビー溶接については、補修溶接が主でられています。ここでは一般的にドの波形がなくなるまで行っ溶接構造物として、強度部材に使多く使用されている被覆アーク溶て下さい用されるケースはほとんどありま接について、溶接材料と施行上の4.軟鋼との異材継ぎ手の溶接にせん。これは一般的に溶接構造物注意点をご紹介いたします。表1ついては、突合せ溶接の場合として使用される鋼に比べて炭素に使用される溶接棒の種類と主なは鋳鉄同志の溶接と特に異なの含有量が多いため鋳鉄自体が脆特性について示します。りませんが、すみ肉溶接を行く、また溶接時に母材の炭素が溶また、施行上の注意点は以下のう場合は、鋳鉄側熱影響部に着金属中に移行して溶接金属が硬とおりです。受ける溶接応力を少なくする化したり、半溶融部が急冷されて1.予熱は母材の大きさにより異ために、図1に示すようなバ白銑化したり、熱影響部が焼き入なりますが、表1の温度をめタリング法の活用が有効でれ状態になり硬化し、割れ発生のやすとしてください。す。危険度が高いためです。また鋳鉄2.過熱防止、ひずみの軽減、割自体に巣穴、気孔、砂かみなどのれ防止の為、1回のビード長鋳鉄の溶接は、もっとも難しい欠陥があり、これが原因の溶接不は約50mm以下とし、できる溶接の一つです。施工上の注意点良も発生し易くなります。しかし、だけストリンガービードで溶を一つひとつ確実に実施すること場合によっては鋳鉄同志、鋳鉄と接をしてください。が重要です。軟鋼などの異材溶接が行われるこ3.溶接時の収縮応力を軽減する表1溶接棒の種類と主な特性(㈱神戸製鋼所溶接カンパニー営業部技術サービス室大阪)矢内信一銘柄CIA-1CIA-2CIA-3CIA-5予熱温度℃母材とのなじみ母材との色調継手効率X線性能溶着金属の機械加工性熱影響部の機械加工性100〜300150〜350350〜400100〜250○◎◎◎△△◎◎◎◎○◎○○○○◎◎△○◎○△△(注)◎:良好○:やや良好△:劣る図1鋳鉄と軟鋼のすみ肉溶接施行例11
 | <
| <  |
|  > |
> |  >>
>>