>> P.40
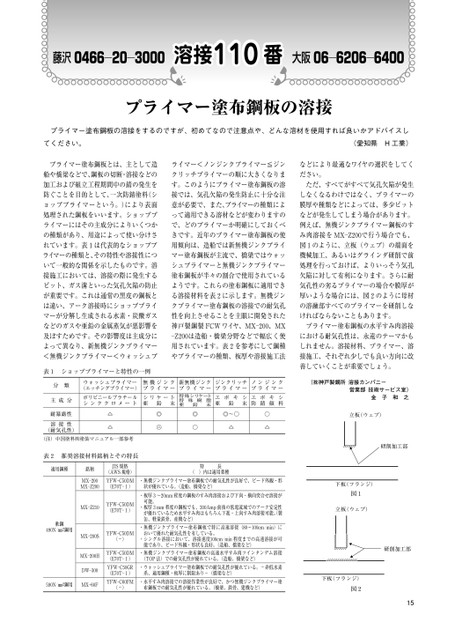
藤沢0466―20―3000溶接110番溶接番大阪06―6206―6400プライマー塗布鋼板の溶接プライマー塗布鋼板の溶接をするのですが、初めてなので注意点や、どんな溶材を使用すれば良いかアドバイスしてください。プライマー塗布鋼板とは、主として造船や橋梁などで、鋼板の切断・溶接などの加工および組立工程期間中の錆の発生を防ぐことを目的として、一次防錆塗料(ショッププライマーという。)により表面処理された鋼板をいいます。ショッププライマーにはその主成分によりいくつかの種類があり、用途によって使い分けされています。表1は代表的なショッププライマーの種類と、その特性や溶接性について一般的な関係を示したものです。溶接施工においては、溶接の際に発生するピット、ガス溝といった気孔欠陥の防止が重要です。これは通常の黒皮の鋼板とは違い、アーク溶接時にショッププライマーが分解し生成される水素・炭酸ガスなどのガスや亜鉛の金属蒸気が悪影響を及ぼすためです。その影響度は主成分によって異なり、新無機ジンクプライマー<無機ジンクプライマー<ウォッシュプ表1ショッププライマーと特性の一例ライマー<ノンジンクプライマー≦ジンクリッチプライマーの順に大きくなります。このようにプライマー塗布鋼板の溶接では、気孔欠陥の発生防止に十分な注意が必要で、また、プライマーの種類によって適用できる溶材などが変わりますので、どのプライマーか明確にしておくべきです。近年のプライマー塗布鋼板の使用傾向は、造船では新無機ジンクプライマー塗布鋼板が主流で、橋梁ではウォッシュプライマーと無機ジンクプライマー塗布鋼板が半々の割合で使用されているようです。これらの塗布鋼板に適用できる溶接材料を表2に示します。無機ジンクプライマー塗布鋼板の溶接での耐気孔性を向上させることを主眼に開発された神戸製鋼製FCWワイヤ、MX―200、MX―Z200は造船・橋梁分野などで幅広く使用されています。表2を参考にして鋼種やプライマーの種類、板厚や溶接施工法分類主成分耐暴露性溶接性(耐気孔性)ウォッシュプライマー(エッチングプライマー)無機ジンクプライマー新無機ジンクプライマージンクリッチプライマーノンジンクプライマーポリビニールプラチールシンククロメートシリケート亜末鉛特殊シリケート脂特亜末樹鉛殊エ亜ポキ鉛シ末エ防ポ錆キ顔シ料△△◎○△◎○◎〜○△○△(注)中国塗料㈱塗装マニュアル一部参考表2推奨溶接材料銘柄とその特長適用鋼種銘柄JIS規格(AWS規格)特)内は適用業種長(MX―200MX―Z200YFW―C50DM(E70T―1)・無機ジンクプライマー塗布鋼板での耐気孔性が良好で、ビード外観・形状が優れている。(造船、橋梁など)軟鋼490N/㎜2鋼用MX―Z210YFW―C50DM(E70T―1)MX―200SYFW―C50DM(-)・板厚3〜20mm程度の鋼板のすみ肉溶接および下向・横向突合せ溶接が可能。・板厚3mm程度の鋼板でも、200Amp前後の低電流域でのアーク安定性が優れているため水平すみ肉はもちろん下進・上向すみ肉溶接可能。製缶、軽量鉄骨、産機など)・無機ジンクプライマー塗布鋼板で特に高速溶接(80〜100cm/min)において優れた耐気孔性を有している。・シングル溶接において、溶接速度100cm/min程度までの高速溶接が可能であり、ビード外観・形状も良好。(造船、橋梁など)MX―200HDW―300MX―60FYFW―C50DM(E70T―1)YFW―C50GR(E70T―1)YFW―C60FM(-)・無機ジンクプライマー塗布鋼板の高速水平すみ肉ツインタンデム溶接(TOP法)での耐気孔性が優れている。(造船、橋梁など)・ウォッシュプライマー塗布鋼板での耐気孔性が優れている。-非低水素系、適用鋼種・板厚に制限あり-(橋梁など)・水平すみ肉溶接での溶接作業性が良好で、かつ無機ジンクプライマー塗布鋼板での耐気孔性が優れている。(橋梁、鉄骨、建機など)590N/㎜2鋼用(愛知県H工業)などにより最適なワイヤの選択をしてください。ただ、すべてがすべて気孔欠陥が発生しなくなるわけではなく、プライマーの膜厚や種類などによっては、多少ピットなどが発生してしまう場合があります。例えば、無機ジンクプライマー鋼板のすみ肉溶接をMX―Z200で行う場合でも、図1のように、立板(ウェブ)の端面を機械加工、あるいはグラインダ研削で前処理を行っておけば、よりいっそう気孔欠陥に対して有利になります。さらに耐気孔性の劣るプライマーの場合や膜厚が厚いような場合には、図2のように母材の溶融部すべてのプライマーを研削しなければならないこともあります。プライマー塗布鋼板の水平すみ肉溶接における耐気孔性は、永遠のテーマかもしれません。溶接材料、プライマー、溶接施工、それぞれ少しでも良い方向に改善していくことが重要でしょう。(㈱神戸製鋼所溶接カンパニー営業部技術サービス室)金子和之立板(ウェブ)研削加工部下板(フランジ)図1立板(ウェブ)下板(フランジ)図2研削加工部15
 | <
| <  |
|  > |
> |  >>
>>