>> P.47
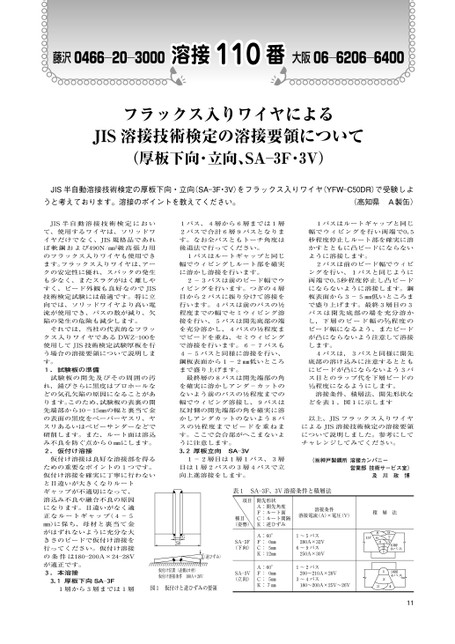
藤沢0466―20―3000溶接110番溶接番大阪06―6206―6400フラックス入りワイヤによるJIS溶接技術検定の溶接要領について(厚板下向・立向、SA―3F・3V)JIS半自動溶接技術検定の厚板下向・立向(SA―3F・3V)をフラックス入りワイヤ(YFW―C50DR)で受験しようと考えております。溶接のポイントを教えてください。(高知県A製缶)1パス、4層から6層までは1層2パスで合計6層9パスとなります。なお全パスともトーチ角度は後退法で行ってください。1パスはルートギャップと同じ幅でウィビングしルート部を確実に溶かし溶接を行います。2-3パスは前のビード幅でウィビングを行います。つぎの4層目から2パスに振り分けて溶接を行います。4パスは前のパスの程度までの幅でセミウィビング溶接を行い、5パスは開先底部の端を充分溶かし、4パスの程度までビードを重ね、セミウィビングで溶接を行います。6-7パスも4-5パスと同様に溶接を行い、鋼板表面から1-2㎜低いところまで盛り上げます。最終層の8パスは開先端部の角を確実に溶かしアンダ-カットのないよう前のパスの程度までの幅でウィビング溶接し、9パスは反対側の開先端部の角を確実に溶かしアンダカットのないよう8パスの程度までビードを重ねます。ここで会合部がへこまないように注意します。3.2厚板立向SA―3V1-2層目は1層1パス、3層目は1層2パスの3層4パスで立向上進溶接をします。1パスはルートギャップと同じ幅でウィビングを行い両端で0.5秒程度停止しルート部を確実に溶かすとともに凸ビードにならないように溶接します。2パスは前のビード幅でウィビングを行い、1パスと同じように両端で0.5秒程度停止し凸ビードにならないように溶接します。鋼板表面から3-5㎜低いところまで盛り上げます。最終3層目の3パスは開先底部の端を充分溶かし,下層のビード幅の程度のビード幅になるよう、またビードが凸にならないよう注意して溶接します。4パスは,3パスと同様に開先底部の溶け込みに注意するとともにビードが凸にならないよう3パス目とのラップ代を下層ビードの程度になるようにします。溶接条件、積層法、開先形状などを表1、図1に示します以上、JISフラックス入りワイヤによるJIS溶接技術検定の溶接要領について説明しました。参考にしてチャレンジしてみてください。(㈱神戸製鋼所溶接カンパニー営業部技術サービス室)及川政博表1SA―3F、3V溶接条件と積層法119756層9パス3層4パス2311219t864341〜5パス280A×32V6〜9パス250A×30V1〜2パス200〜210A×28V3〜4パス180〜200A×25V〜26V溶接条件溶接電流(A)×電圧(V)積層法項目種目(姿勢)SA―3F(下向)SA―3V(立向)開先形状A:開先角度F:ルート面C:ルート間隔K:逆ひずみA:60°F:0㎜C:5㎜K:12㎜A:60°F:0㎜C:5㎜K:7㎜JIS半自動溶接技術検定において、使用するワイヤは、ソリッドワイヤだけでなく、JIS規格品であれば軟鋼および490N/㎜2級高張力用のフラックス入りワイヤも使用できます。フラックス入りワイヤは、アークの安定性に優れ、スパッタの発生も少なく、またスラグがはく離しやすく、ビード外観も良好なのでJIS技術検定試験には最適です。特に立向では、ソリッドワイヤより高い電流が使用でき、パスの数が減り、欠陥の発生の危険も減少します。それでは、当社の代表的なフラックス入りワイヤであるDWZ―100を使用してJIS技術検定試験厚板を行う場合の溶接要領について説明します。1.試験板の準備試験板の開先及びその周囲の汚れ,錆びさらに黒皮はブロホールなどの気孔欠陥の原因になることがあります。このため、試験板の表裏の開先端部から10-15㎜の幅と裏当て金の表面の黒皮をぺーパーヤスリ、ヤスリあるいはべビーサンダーなどで研削します。また、ルート面は溶込み不良を防ぐ点から0㎜にします。2.仮付け溶接仮付け溶接は良好な溶接部を得るための重要なポイントの1つです。仮付け溶接を確実に丁寧に行わないと目違いが大きくなりルートギャップが不適切になって、溶込み不良や融合不良の原因になります。目違いがなく適正なルートギャップ(4-5㎜)に保ち、母材と裏当て金がはずれないように充分な大きさのビードで仮付け溶接を行ってください。仮付け溶接の条件は180―200A×24―28Vが適正です。3.本溶接3.1厚板下向SA―3FG250K(逆ひずみ)仮付け位置(表側4カ所)仮付け溶接条件180A×26V1層から3層までは1層図1仮付けと逆ひずみの要領
 | <
| <  |
|  > |
> |  >>
>>