>> P.49
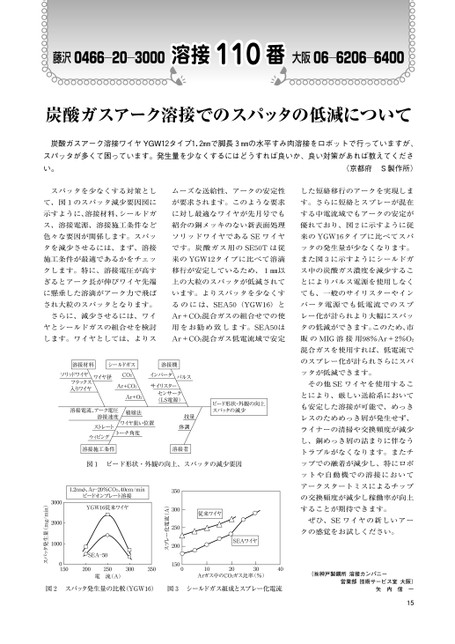
藤沢0466―20―3000溶接110番溶接番大阪06―6206―6400炭酸ガスアーク溶接でのスパッタの低減について炭酸ガスアーク溶接ワイヤYGW12タイプ1.2㎜で脚長3㎜の水平すみ肉溶接をロボットで行っていますが、スパッタが多くて困っています。発生量を少なくするにはどうすれば良いか、良い対策があれば教えてください。(京都府S製作所)スパッタを少なくする対策としムーズな送給性、アークの安定性した短絡移行のアークを実現しまて、図1のスパッタ減少要因図にが要求されます。このような要求す。さらに短絡とスプレーが混在示すように、溶接材料、シールドガに対し最適なワイヤが先月号でもする中電流域でもアークの安定がス、溶接電源、溶接施工条件など紹介の銅メッキのない新表面処理優れており、図2に示すように従色々な要因が関係します。スパッソリッドワイヤであるSEワイヤ来のYGW16タイプに比べてスパタを減少させるには、まず、溶接です。炭酸ガス用のSE50Tは従ッタの発生量が少なくなります。施工条件が最適であるかをチェッ来のYGW12タイプに比べて溶滴また図3に示すようにシールドガクします。特に、溶接電圧が高す移行が安定しているため、1㎜以ス中の炭酸ガス濃度を減少するこぎるとアーク長が伸びワイヤ先端上の大粒のスパッタが低減されてとによりパルス電源を使用しなくに懸垂した溶滴がアーク力で飛ばいます。よりスパッタを少なくすても、一般のサイリスターやインされ大粒のスパッタとなります。るのには、SEA50(YGW16)とバータ電源でも低電流でのスプさらに、減少させるには、ワイAr+CO2混合ガスの組合せでの使レー化が計られより大幅にスパッヤとシールドガスの組合せを検討用をお勧め致します。SEA50はタの低減ができます。このため、市します。ワイヤとしては、よりスAr+CO2混合ガス低電流域で安定販のMIG溶接用98%Ar+2%O2混合ガスを使用すれば、低電流でのスプレー化が計られさらにスパッタが低減できます。その他SEワイヤを使用することにより、厳しい送給系においても安定した溶接が可能で、めっきレスのためめっき屑が発生せず、ライナーの清掃や交換頻度が減少し、銅めっき屑の詰まりに伴なうトラブルがなくなります。またチップでの融着が減少し、特にロボットや自動機での溶接においてアークスタートミスによるチップの交換頻度が減少し稼働率が向上することが期待できます。ぜひ、SEワイヤの新しいアークの感覚をお試しください。(㈱神戸製鋼所溶接カンパニー営業部技術サービス室大阪)矢内信一15溶接材料シールドガス溶接機ソリッドワイヤワイヤ径フラックス入りワイヤCO2インバータパルスAr+CO2サイリスターAr+O2センサーク(LS電源)溶接電流、アーク電圧溶接速度積層法ワイヤ狙い位置ストレートウィビングトーチ角度技量体調ビード形状・外観の向上スパッタの減少溶接施工条件溶接者図1ビード形状・外観の向上、スパッタの減少要因従来ワイヤSEAワイヤ10203040Arガス中のCO2ガス比率(%)350300250200スプレー化電流(A)15001.2mmφ、Ar―20%CO2、40cm/minビードオンプレート溶接YGW16従来ワイヤSEA―50200250300350電流(A)3000200010000150スパッタ発生量(mg/min)図2スパッタ発生量の比較(YGW16)図3シールドガス組成とスプレー化電流
 | <
| <  |
|  > |
> |  >>
>>