>> P.54
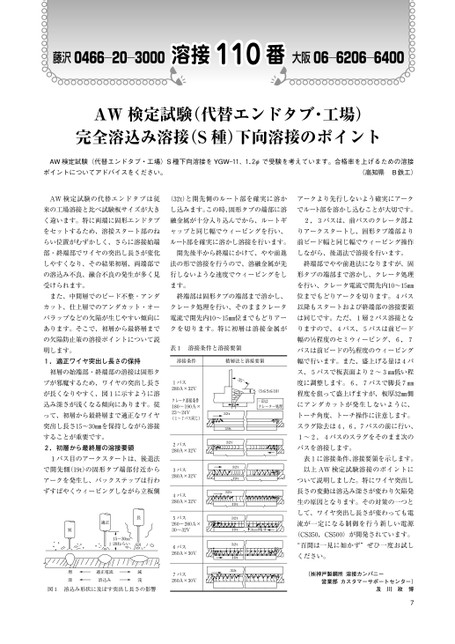
藤沢0466―20―3000溶接110番溶接番大阪06―6206―6400AW検定試験(代替エンドタブ・工場)完全溶込み溶接(S種)下向溶接のポイントAW検定試験(代替エンドタブ・工場)S種下向溶接をYGW―11、1.2φで受験を考えています。合格率を上げるための溶接ポイントについてアドバイスをください。(高知県B鉄工)AW検定試験の代替エンドタブは従(32t)と開先側のルート部を確実に溶かアークより先行しないよう確実にアーク来の工場溶接と比べ試験板サイズが大きし込みます。この時、固形タブの端部に溶でルート部を溶かし込むことが大切です。く違います。特に両端に固形エンドタブ融金属が十分入り込んでから、ルートギ2,3パスは、前パスのクレータ部よをセットするため、溶接スタート部のねャップと同じ幅でウィービングを行い、りアークスタートし、固形タブ端部よりらい位置がむずかしく、さらに溶接始端ルート部を確実に溶かし溶接を行います。前ビード幅と同じ幅でウィービング操作部・終端部でワイヤの突出し長さが変化開先後半から終端にかけて、やや前進しながら、後退法で溶接を行います。しやすくなり、その結果初層、両端部で法の形で溶接を行うので、溶融金属が先終端部でやや前進法になりますが、固の溶込み不良、融合不良の発生が多く見行しないような速度でウィービングをし形タブの端部まで溶かし、クレータ処理受けられます。ます。を行い、クレータ電流で開先内10〜15㎜また、中間層でのビード不整・アンダ終端部は固形タブの端部まで溶かし、位までもどりアークを切ります。4パスカット、仕上層でのアンダカット・オークレータ処理を行い、そのままクレータ以降もスタートおよび終端部の溶接要領バラップなどの欠陥が生じやすい傾向に電流で開先内10〜15㎜位までもどりアーは同じです。ただ、1層2パス溶接となりますので、4パス、5パスは前ビード幅の程度のセミウィービング、6,7パスは前ビードの程度のウィービング幅で行います。また、盛上げる量は4パス、5パスで板表面より2〜3㎜低い程度に調整します。6,7パスで脚長7㎜程度を狙って盛上げますが、板厚32㎜側にアンダカットが発生しないように、トーチ角度、トーチ操作に注意します。スラグ除去は4,6,7パスの前に行い、1〜2,4パスのスラグをそのまま次のパスを溶接します。表1に溶接条件、溶接要領を示します。以上AW検定試験溶接のポイントについて説明しました。特にワイヤ突出し長さの変動は溶込み深さが変わり欠陥発生の原因となります。その対策の一つとして、ワイヤ突出し長さが変わっても電流が一定になる制御を行う新しい電源(CS350,CS500)が開発されています。“百聞は一見に如かず”ぜひ一度お試しください。(㈱神戸製鋼所溶接カンパニー営業部カスタマーサポートセンター)及川政博7あります。そこで、初層から最終層までクを切ります。特に初層は溶接金属がの欠陥防止策の溶接ポイントについて説明します。表1溶接条件と溶接要領1.適正ワイヤ突出し長さの保持溶接条件積層法と溶接要領○印はクレーター処理S(5≦S≦10)5635°74312632t19t32t32t19t32t19t32t19t32t19t32t3mm残す初層の始端部・終端部の溶接は固形タブが邪魔するため、ワイヤの突出し長さが長くなりやすく、図1に示すように溶込み深さが浅くなる傾向にあります。従って、初層から最終層まで適正なワイヤ突出し長さ15〜30㎜を保持しながら溶接することが重要です。2.初層から最終層の溶接要領1パス目のアークスタートは、後退法で開先側(19t)の固形タブ端部付近からアークを発生し、バックステップは行わずすばやくウィービングしながら立板側適正長15〜30mm20ねらい適正電流溶込み減浅短増深図1溶込み形状に及ぼす突出し長さの影響1パス280A×32V0〜190A×クレータ溶接条件1823〜24V(1〜7パス同じ)2パス820A×32V3パス280A×32V4パス280A×32V5パス260〜32V30〜280A×6パス260A×30V7パス260A×30V
 | <
| <  |
|  > |
> |  >>
>>