>> P.60
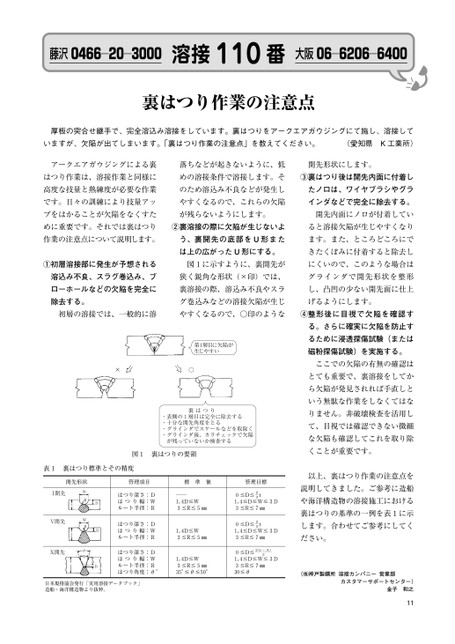
藤沢0466―20―3000溶接110番大阪06―6206―6400裏はつり作業の注意点厚板の突合せ継手で、完全溶込み溶接をしています。裏はつりをアークエアガウジングにて施し、溶接していますが、欠陥が出てしまいます。「裏はつり作業の注意点」を教えてください。(愛知県K工業所)アークエアガウジングによる裏落ちなどが起きないように、低開先形状にします。はつり作業は、溶接作業と同様にめの溶接条件で溶接します。そ③裏はつり後は開先内面に付着し高度な技量と熟練度が必要な作業のため溶込み不良などが発生したノロは、ワイヤブラシやグラです。日々の訓練により技量アッやすくなるので、これらの欠陥インダなどで完全に除去する。プをはかることが欠陥をなくすたが残らないようにします。開先内面にノロが付着していめに重要です。それでは裏はつり②裏溶接の際に欠陥が生じないよると溶接欠陥が生じやすくなり作業の注意点について説明します。う、裏開先の底部をU形またます。また、ところどころにでは上の広がったU形にする。きたくぼみに付着すると除去し①初層溶接部に発生が予想される図1に示すように、裏開先がにくいので、このような場合は溶込み不良、スラグ巻込み、ブ狭く鋭角な形状(×印)では、グラインダで開先形状を整形ローホールなどの欠陥を完全に裏溶接の際、溶込み不良やスラし、凸凹の少ない開先面に仕上除去する。グ巻込みなどの溶接欠陥が生じげるようにします。初層の溶接では、一般的に溶やすくなるので、○印のような④整形後に目視で欠陥を確認する。さらに確実に欠陥を防止するために浸透探傷試験(または磁粉探傷試験)を実施する。ここでの欠陥の有無の確認はとても重要で、裏溶接をしてから欠陥が発見されれば手直しという無駄な作業をしなくてはなりません。非破壊検査を活用して、目視では確認できない微細な欠陥も確認してこれを取り除くことが重要です。以上、裏はつり作業の注意点を説明してきました。ご参考に造船や海洋構造物の溶接施工における裏はつりの基準の一例を表1に示します。合わせてご参考にしてください。(㈱神戸製鋼所溶接カンパニー営業部カスタマーサポートセンター)金子和之11第1層目に欠陥が生じやすい×○裏はつり・表側の1層目は完全に除去する・十分な開先角度をとる・グラインダでスケールなどを取除く・グラインダ後、カラチェックで欠陥が残っていないか検査する表1裏はつり標準とその精度図1裏はつりの要領開先形状管理項目標準値管理目標t―30D21.4DW3D3R7㎜t―30D21.4DW3D3R7㎜3――――0D2(t-A)1.4DW3D3R7㎜0θ3I開先V開先X開先tttWRWRθWDDADはつり深さ:Dはつり幅:Wルート半径:Rはつり深さ:Dはつり幅:Wルート半径:R――1.4DW3R5㎜1.4DW3R5㎜はつり深さ:Dはつり幅:Wルート半径:Rはつり角度:θ°1.4DW3R5㎜5°θ50°3日本規格協会発行「実用溶接データブック」造船・海洋構造物より抜粋。
 | <
| <  |
|  > |
> |  >>
>>