>> P.62
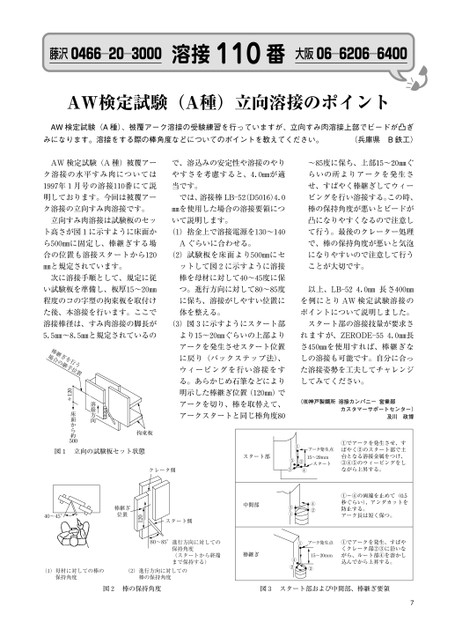
藤沢0466―20―3000溶接110番大阪06―6206―6400AW検定試験(A種)立向溶接のポイントAW検定試験(A種)、被覆アーク溶接の受験練習を行っていますが、立向すみ肉溶接上部でビードが凸ぎみになります。溶接をする際の棒角度などについてのポイントを教えてください。(兵庫県B鉄工)AW検定試験(A種)被覆アーで、溶込みの安定性や溶接のやり〜85度に保ち、上部15〜20㎜ぐク溶接の水平すみ肉についてはやすさを考慮すると、4.0㎜が適らいの所よりアークを発生さ1997年1月号の溶接110番にて説当です。せ、すばやく棒継ぎしてウィー明しております。今回は被覆アーでは、溶接棒LB―52(D5016)4.0ビングを行い溶接する。この時、ク溶接の立向すみ肉溶接です。㎜を使用した場合の溶接要領につ棒の保持角度が悪いとビードが立向すみ肉溶接は試験板のセッいて説明します。凸になりやすくなるので注意しト高さが図1に示すように床面か(1)捨金上で溶接電源を130〜140て行う。最後のクレーター処理ら500㎜に固定し、棒継ぎする場Aぐらいに合わせる。で、棒の保持角度が悪いと気泡合の位置も溶接スタートから120(2)試験板を床面より500㎜にセになりやすいので注意して行う㎜と規定されています。ットして図2に示すように溶接ことが大切です。次に溶接手順として、規定に従棒を母材に対して40〜45度に保い試験板を準備し、板厚15〜20㎜つ。進行方向に対して80〜85度以上、LB―524.0㎜長さ400㎜程度のコの字型の拘束板を取付けに保ち、溶接がしやすい位置にを例にとりAW検定試験溶接のた後、本溶接を行います。ここで体を整える。ポイントについて説明しました。溶接棒径は、すみ肉溶接の脚長が(3)図3に示すようにスタート部スタート部の溶接技量が要求さ5.5㎜〜8.5㎜と規定されているのより15〜20㎜ぐらいの上部よりれますが、ZERODE―554.0㎜長拘束板溶接方向≒120床面から約500図1立向の試験板セット状態クレータ側棒継場ぎ合をの行継手う位置アークを発生させスタート位置さ450㎜を使用すれば、棒継ぎなに戻り(バックステップ法)、しの溶接も可能です。自分に合っウィービングを行い溶接をすた溶接姿勢を工夫してチャレンジる。あらかじめ石筆などによりしてみてください。明示した棒継ぎ位置(120㎜)でアークを切り、棒を取替えて、アークスタートと同じ棒角度80(㈱神戸製鋼所溶接カンパニー営業部カスタマーサポートセンター)及川政博スタート部①アーク発生点⑤②15〜20mmスタート③④①でアークを発生させ、すばやく②のスタート部で土台となる溶接金属をつけ、③④⑤のウィービングをしながら上昇する。中間部③①④②①〜④の両端を止めて(0.5秒ぐらい)、アンダカットを防止する。アーク長は短く保つ。80〜85°進行方向に対しての保持角度(スタートから終端まで保持する)棒継ぎ(1)母材に対しての棒の(2)進行方向に対しての保持角度棒の保持角度①アーク発生点④②15〜20mm③①でアークを発生、すばやくクレータ部②③に沿いながら、ルート部④を溶かし込んでから上昇する。図2棒の保持角度図3スタート部および中間部、棒継ぎ要領7スタート側120棒継ぎ位置40〜45°
 | <
| <  |
|  > |
> |  >>
>>