>> P.64
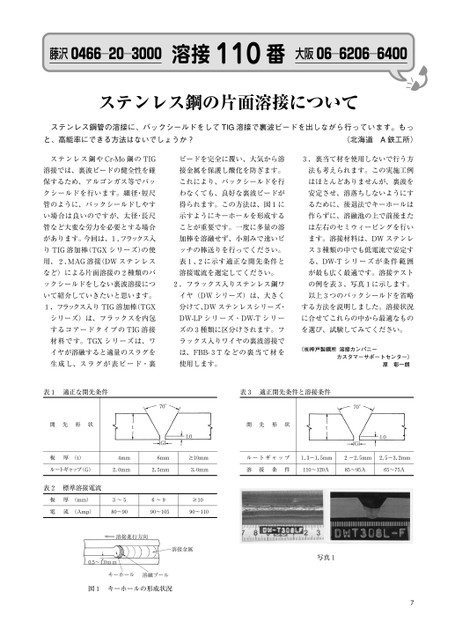
藤沢0466―20―3000溶接110番大阪06―6206―6400ステンレス鋼の片面溶接についてステンレス鋼管の溶接に、バックシールドをしてTIG溶接で裏波ビードを出しながら行っています。もっと、高能率にできる方法はないでしょうか?(北海道A鉄工所)ステンレス鋼やCr-Mo鋼のTIGビードを完全に覆い、大気から溶3.裏当て材を使用しないで行う方溶接では、裏波ビードの健全性を確接金属を保護し酸化を防ぎます。法も考えられます。この実施工例保するため、アルゴンガス等でバッこれにより、バックシールドを行はほとんどありませんが、裏波をクシールドを行います。細径・短尺わなくても、良好な裏波ビードが安定させ、溶落ちしないようにす管のように、バックシールドしやす得られます。この方法は、図1にるために、後退法でキーホールはい場合は良いのですが、太径・長尺示すようにキーホールを形成する作らずに、溶融池の上で前後また管など大変な労力を必要とする場合ことが重要です。一度に多量の溶は左右のセミウィービングを行いがあります。今回は、1.フラックス入加棒を溶融せず、小刻みで速いピます。溶接材料は、DWステンレりTIG溶加棒(TGXシリーズ)の使ッチの棒送りを行ってください。ス3種類の中でも低電流で安定す用、2.MAG溶接(DWステンレス表1、2に示す適正な開先条件とる、DW-Tシリーズが条件範囲など)による片面溶接の2種類のバ溶接電流を選定してください。が最も広く最適です。溶接テストックシールドをしない裏波溶接につ2.フラックス入りステンレス鋼ワの例を表3、写真1に示します。いて紹介していきたいと思います。イヤ(DWシリーズ)は、大きく以上3つのバックシールドを省略1.フラックス入りTIG溶加棒(TGX分けて、DWステンレスシリーズ・する方法を説明しました。溶接状況シリーズ)は、フラックスを内包DW-LPシリーズ・DW-Tシリーに合せてこれらの中から最適なものするコアードタイプのTIG溶接ズの3種類に区分けされます。フを選び、試験してみてください。材料です。TGXシリーズは、ワラックス入りワイヤの裏波溶接でイヤが溶融すると適量のスラグをは、FBB-3Tなどの裏当て材を生成し、スラグが表ビード・裏使用します。(㈱神戸製鋼所溶接カンパニーカスタマーサポートセンター)原彰一朗表1適正な開先条件表3適正開先条件と溶接条件開先形状t板厚(t)4mm70°G6mmルートギャップ(G)2.0mm2.5mm1.010mm3.0mm表2標準溶接電流板電厚(mm)3〜56〜910流(Amp)80〜9090〜10590〜110溶接進行方向溶接金属0.5〜1.0mmキーホール溶融プール図1キーホールの形成状況開先形状t70°1.0Gルートギャップ1.3〜1.5mm2〜2.5mm2.5〜3.2mm溶接条件110〜120A85〜95A65〜75A写真17
 | <
| <  |
|  > |
> |  >>
>>