>> P.65
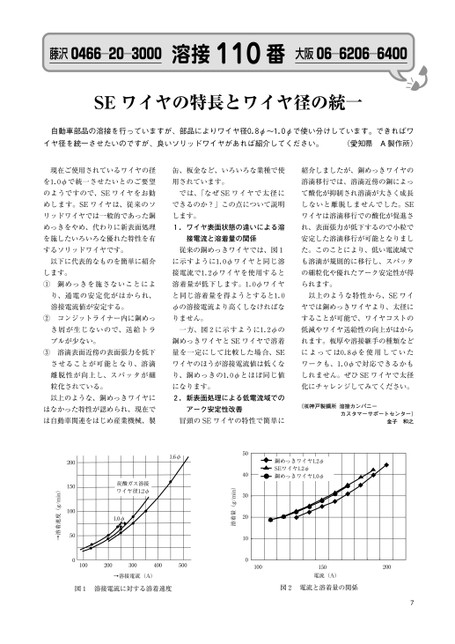
藤沢0466―20―3000溶接110番大阪06―6206―6400SEワイヤの特長とワイヤ径の統一自動車部品の溶接を行っていますが、部品によりワイヤ径0.8φ〜1.0φで使い分けしています。できればワイヤ径を統一させたいのですが、良いソリッドワイヤがあれば紹介してください。(愛知県A製作所)現在ご使用されているワイヤの径缶、板金など、いろいろな業種で使紹介しましたが、銅めっきワイヤのを1.0φで統一させたいとのご要望用されています。溶滴移行では、溶滴近傍の銅によっのようですので、SEワイヤをお勧では、「なぜSEワイヤで太径にて酸化が抑制され溶滴が大きく成長めします。SEワイヤは、従来のソできるのか?」この点について説明しないと離脱しませんでした。SEリッドワイヤでは一般的であった銅します。ワイヤは溶滴移行での酸化が促進さめっきをやめ、代わりに新表面処理1.ワイヤ表面状態の違いによる溶れ、表面張力が低下するので小粒でを施したいろいろな優れた特性を有接電流と溶着量の関係安定した溶滴移行が可能となりましするソリッドワイヤです。従来の銅めっきワイヤでは、図1た。このことにより、低い電流域で以下に代表的なものを簡単に紹介に示すように1.0φワイヤと同じ溶も溶滴が規則的に移行し、スパッタします。接電流で1.2φワイヤを使用するとの細粒化や優れたアーク安定性が得①銅めっきを施さないことによ溶着量が低下します。1.0φワイヤられます。り、通電の安定化がはかられ、と同じ溶着量を得ようとすると1.0以上のような特性から、SEワイ溶接電流値が安定する。φの溶接電流より高くしなければなヤでは銅めっきワイヤより、太径に②コンジットライナー内に銅めっりません。することが可能で、ワイヤコストのき屑が生じないので、送給トラ一方、図2に示すように1.2φの低減やワイヤ送給性の向上がはからブルが少ない。銅めっきワイヤとSEワイヤで溶着れます。板厚や溶接継手の種類など③溶滴表面近傍の表面張力を低下量を一定にして比較した場合、SEによっては0.8φを使用していたさせることが可能となり、溶滴ワイヤのほうが溶接電流値は低くなワークも、1.0φで対応できるかも離脱性が向上し、スパッタが細り、銅めっきの1.0φとほぼ同じ値しれません。ぜひSEワイヤで太径粒化されている。になります。化にチャレンジしてみてください。以上のような、銅めっきワイヤに2.新表面処理による低電流域でのはなかった特性が認められ、現在でアーク安定性改善は自動車関連をはじめ産業機械、製冒頭のSEワイヤの特性で簡単に(㈱神戸製鋼所溶接カンパニーカスタマーサポートセンター)金子和之◆▲●銅めっきワイヤ1.2φSEワイヤ1.2φ銅めっきワイヤ1.0φ▲●◆▲●◆▲●◆▲●◆●▲◆▲◆▲◆▲●◆100150電流(A)20050403020100溶着量(g/min)1.6φ炭酸ガス溶接ワイヤ径1.2φ●●1.0φ●●●●●●●200300400500→溶接電流(A)●●010020015010050→溶着速度(g/min)図1溶接電流に対する溶着速度図2電流と溶着量の関係7
 | <
| <  |
|  > |
> |  >>
>>