>> P.66
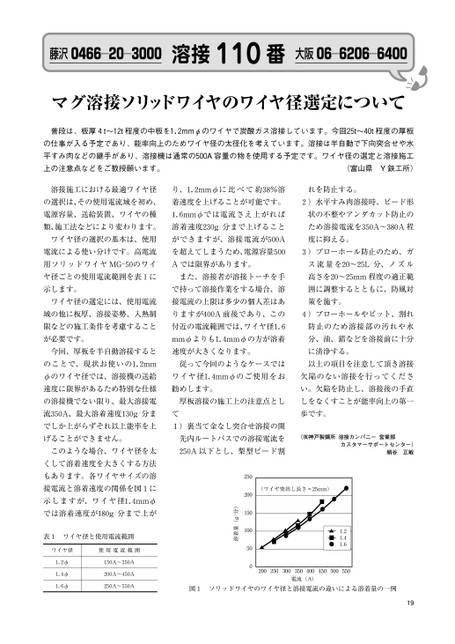
藤沢0466―20―3000溶接110番大阪06―6206―6400マグ溶接ソリッドワイヤのワイヤ径選定について普段は、板厚4t〜12t程度の中板を1.2mmφのワイヤで炭酸ガス溶接しています。今回25t〜40t程度の厚板の仕事が入る予定であり、能率向上のためワイヤ径の太径化を考えています。溶接は半自動で下向突合せや水平すみ肉などの継手があり、溶接機は通常の500A容量の物を使用する予定です。ワイヤ径の選定と溶接施工上の注意点などをご教授願います。(富山県Y鉄工所)溶接施工における最適ワイヤ径り、1.2mmφに比べて約38%溶れを防止する。の選択は、その使用電流域を初め、着速度を上げることが可能です。2)水平すみ肉溶接時、ビード形電源容量、送給装置、ワイヤの種1.6mmφでは電流さえ上がれば状の不整やアンダカット防止の類、施工法などにより変わります。溶着速度230g/分まで上げることため溶接電流を350A〜380A程ワイヤ径の選択の基本は、使用ができますが、溶接電流が500A度に抑える。電流による使い分けです。高電流を超えてしまうため、電源容量5003)ブローホール防止のため、ガ用ソリッドワイヤMG―50のワイAでは限界があります。ス流量を20〜25L/分、ノズルヤ径ごとの使用電流範囲を表1にまた、溶接者が溶接トーチを手高さを20〜25mm程度の適正範示します。で持って溶接作業をする場合、溶囲に調整するとともに、防風対ワイヤ径の選定には、使用電流接電流の上限は多少の個人差はあ策を施す。域の他に板厚、溶接姿勢、入熱制りますが400A前後であり、この4)ブローホールやピット、割れ限などの施工条件を考慮すること付近の電流範囲では、ワイヤ径1.6防止のため溶接部の汚れや水が必要です。mmφよりも1.4mmφの方が溶着分、油、錆などを溶接前に十分今回、厚板を半自動溶接すると速度が大きくなります。に清浄する。のことで、現状お使いの1.2mm従って今回のようなケースでは以上の項目を注意して頂き溶接φのワイヤ径では、溶接機の送給ワイヤ径1.4mmφのご使用をお欠陥のない溶接を行ってくださ速度に限界があるため特別な仕様勧めします。い。欠陥を防止し、溶接後の手直の溶接機でない限り、最大溶接電厚板溶接の施工上の注意点とししをなくすことが能率向上の第一)裏当て金なし突合せ溶接の開先内ルートパスでの溶接電流を250A以下とし、梨型ビード割歩です。(㈱神戸製鋼所溶接カンパニー営業部カスタマーサポートセンター)蛸谷正敏(ワイヤ突出し長さ=25mm)●■●▲■●▲■●▲■●■●▲1.2■1.4●1.650▲250200150100溶着量(g/分)0200250300350400450500550電流(A)図1ソリッドワイヤのワイヤ径と溶接電流の違いによる溶着量の一例19て1流350A、最大溶着速度130g/分までしか上がらずそれ以上能率を上げることができません。このような場合、ワイヤ径を太くして溶着速度を大きくする方法もあります。各ワイヤサイズの溶接電流と溶着速度の関係を図1に示しますが、ワイヤ径1.4mmφでは溶着速度が180g/分まで上が表1ワイヤ径と使用電流範囲ワイヤ径使用電流範囲1.2φ1.4φ1.6φ150A〜350A200A〜450A250A〜550A
 | <
| <  |
|  > |
> |  >>
>>