>> P.67
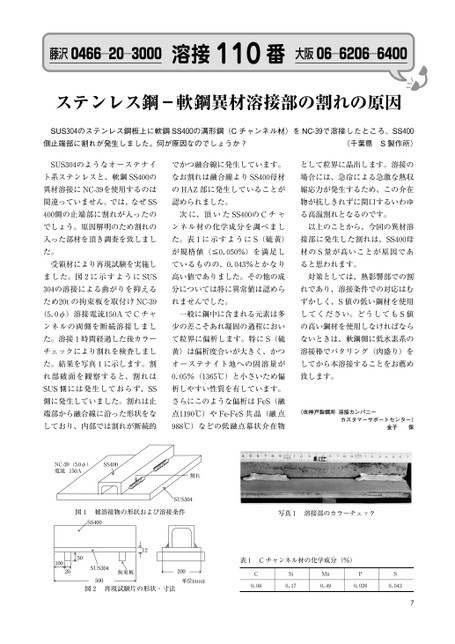
藤沢0466―20―3000溶接110番大阪06―6206―6400ステンレス鋼-軟鋼異材溶接部の割れの原因SUS304のステンレス鋼板上に軟鋼SS400の溝形鋼(Cチャンネル材)をNC-9で溶接したところ、SS400側止端部に割れが発生しました。何が原因なのでしょうか?(千葉県S製作所)SUS304のようなオーステナイでかつ融合線に発生しています。として粒界に晶出します。溶接のト系ステンレスと、軟鋼SS400のなお割れは融合線よりSS400母材場合には、急冷による急激な熱収異材溶接にNC-9を使用するのはのHAZ部に発生していることが縮応力が発生するため、この介在間違っていません。では、なぜSS認められました。物が抗しきれずに開口するいわゆ400側の止端部に割れが入ったの次に、頂いたSS400のCチャる高温割れとなるのです。でしょう。原因解明のため割れのンネル材の化学成分を調べまし以上のことから、今回の異材溶入った部材を頂き調査を致しました。表1に示すようにS(硫黄)接部に発生した割れは、SS400母た。が規格値(≦0.050%)を満足し材のS量が高いことが原因であ受領材により再現試験を実施しているものの、0.043%とかなりると思われます。ました。図2に示すようにSUS高い値でありました。その他の成対策としては、熱影響部での割304の溶接による曲がりを抑える分については特に異常値は認められであり、溶接条件での対応はむため20tの拘束板を取付けNC-9れませんでした。ずかしく、S値の低い鋼材を使用(5.0φ)溶接電流150AでCチャ一般に鋼中に含まれる元素は多してください。どうしてもS値ンネルの両側を断続溶接しまし少の差こそあれ凝固の過程においの高い鋼材を使用しなければならた。溶接1時間経過した後カラーて粒界に偏析します。特にS(硫ないときは、軟鋼側に低水素系のチェックにより割れを検査しまし黄)は偏析度合いが大きく、かつ溶接棒でバタリング(肉盛り)をた。結果を写真1に示します。割オーステナイト地への固溶量がしてから本溶接することをお薦めれ部破面を観察すると、割れは0.05%(1365℃)と小さいため偏致します。SUS側には発生しておらず、SS析しやすい性質を有しています。側に発生していました。割れは止さらにこのような偏析はFeS(融端部から融合線に沿った形状をな点1190℃)やFe-FeS共晶(融点しており、内部では割れが断続的NC-39(5.0φ)電流150ASS400988℃)などの低融点幕状介在物割れSUS304(㈱神戸製鋼所溶接カンパニーカスタマーサポートセンター)金子保図1被溶接物の形状および溶接条件SS400写真1溶接部のカラーチェック125010020SUS304500拘束板200単位(mm)図2再現試験片の形状・寸法表1Cチャンネル材の化学成分(%)CSi0.080.17Mn0.49PS0.0260.0437
 | <
| <  |
|  > |
> |  >>
>>