>> P.68
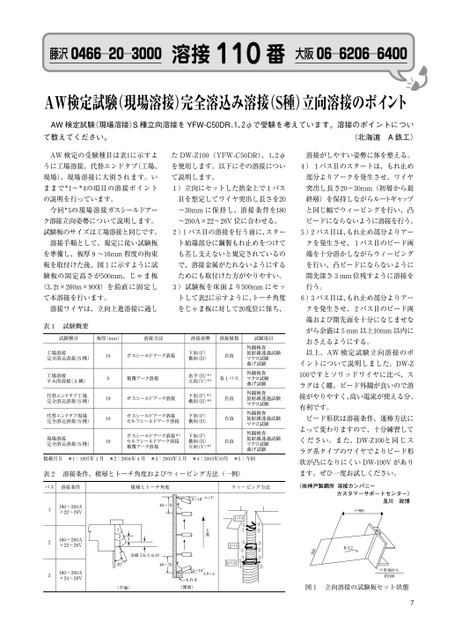
藤沢0466―20―3000溶接110番大阪06―6206―6400AW検定試験(現場溶接)完全溶込み溶接(S種)立向溶接のポイントAW検定試験(現場溶接)S種立向溶接をYFW-C50DR、1.2φで受験を考えています。溶接のポイントについて教えてください。(北海道A鉄工)AW検定の受験種目は表1に示すよたDW-Z100(YFW-C50DR)、1.2φ溶接がしやすい姿勢に体を整える。うに工場溶接、代替エンドタブ(工場、を使用します。以下にその溶接につい4)1パス目のスタートは、もれ止め現場)、現場溶接に大別されます。いて説明します。部分よりアークを発生させ、ワイヤままで*1〜*4の項目の溶接ポイント1)立向にセットした捨金上で1パス突出し長さ20〜30mm(初層から最の説明を行っています。目を想定してワイヤ突出し長さを20終層)を保持しながらルートギャップ今回*5の現場溶接ガスシールドアー〜30mmに保持し、溶接条件を180と同じ幅でウィービングを行い、凸ク溶接立向姿勢について説明します。〜200A×22〜26V位に合わせる。ビードにならないように溶接を行う。試験板のサイズは工場溶接と同じです。2)1パス目の溶接を行う前に、スター5)2パス目は、もれ止め部分よりアー溶接手順として、規定に従い試験板ト始端部分に鋼製もれ止めをつけてクを発生させ、1パス目のビード両を準備し、板厚9〜16mm程度の拘束も差し支えないと規定されているの端を十分溶かしながらウィービング板を取付けた後、図1に示すように試で、溶接金属がたれないようにするを行い、凸ビードにならないように験板の固定高さが500mm、じゃま板ためにも取付けた方がやりやすい。開先深さ3mm位残すように溶接を(3.2t×260m×900l)を鉛直に固定し3)試験板を床面より500mmにセッ行う。て本溶接を行います。トして表2に示すように、トーチ角度6)3パス目は、もれ止め部分よりアー溶接ワイヤは、立向上進溶接に適しをじゃま板に対して20度位に保ち、クを発生させ、2パス目のビード両表1試験概要試験種目板厚(mm)溶接方法溶接姿勢溶接層数試験項目工場溶接完全溶込溶接(S種)19ガスシールドアーク溶接下向(F)横向(H)自由工場溶接すみ肉溶接(A種)代替エンドタブ工場完全溶込溶接(S種)代替エンドタブ現場完全溶込溶接(S種)現場溶接完全溶込溶接(S種)9被覆アーク溶接水平(H)*1立向(V)*2各1パス19ガスシールドアーク溶接下向(F)*3横向(H)*41919ガスシールドアーク溶接セルフシールドアーク溶接下向(F)横向(H)ガスシールドアーク溶接*5セルフシールドアーク溶接被覆アーク溶接下向(F)横向(H)立向(V)*5自由自由自由外観検査放射線透過試験マクロ試験曲げ試験外観検査マクロ試験曲げ試験外観検査放射線透過試験マクロ試験外観検査放射線透過試験マクロ試験外観検査放射線透過試験マクロ試験曲げ試験掲載月日*1:1997年1月*2:2004年4月*3:2003年5月*4:2003年10月*5:今回表2溶接条件、積層とトーチ角度およびウィービング方法(一例)端および開先面を十分になじませながら余盛は5mm以上10mm以内におさえるようにする。以上、AW検定試験立向溶接のポイントについて説明しました。DW-Z100ですとソリッドワイヤに比べ、スラグはく離、ビード外観が良いので溶接がやりやすく、高い電流が使える分、有利です。ビード形状は溶接条件、運棒方法によって変わりますので、十分練習してください。また、DW-Z100と同じスラグ系タイプのワイヤでよりビード形状が凸になりにくいDW-00Vがあります。ぜひ一度お試しください。カスタマーサポートセンター)及川政博≒900062R-3.2▽床面から約500図1立向溶接の試験板セット状態71パス③①④①2パス3パス④⑤①④②③②③②5〜10°エンド40〜70上進5〜10°スタートもれ止(側面)余盛5≦S≦1020°40〜703231(平面)110〜200A8×22〜26V210〜200A8×22〜26V310〜200A8×24〜28Vパス溶接条件積層とトーチ角度ウィービング方法(㈱神戸製鋼所溶接カンパニー
 | <
| <  |
|  > |
> |  >>
>>