>> P.72
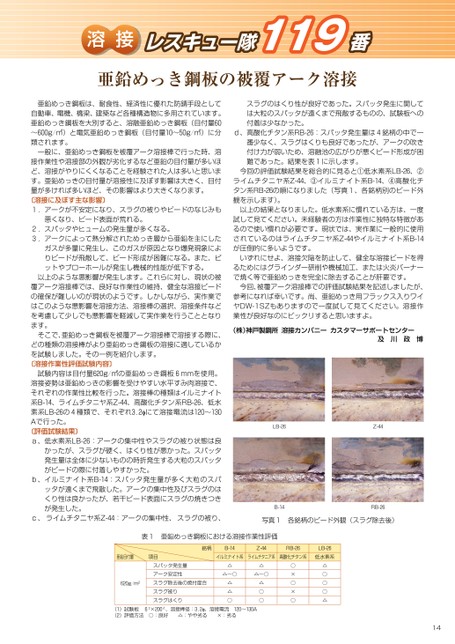
14溶接レスキュー隊119番亜鉛めっき鋼板の被覆アーク溶接亜鉛めっき鋼板は、耐食性、経済性に優れた防錆手段として自動車、電機、橋梁、建築など各種構造物に多用されています。亜鉛めっき鋼板を大別すると、溶融亜鉛めっき鋼板(目付量60〜600g/㎡)と電気亜鉛めっき鋼板(目付量10〜50g/㎡)に分類されます。一般に、亜鉛めっき鋼板を被覆アーク溶接棒で行った時、溶接作業性や溶接部の外観が劣化するなど亜鉛の目付量が多いほど、溶接がやりにくくなることを経験された人は多いと思います。亜鉛めっきの目付量が溶接性に及ぼす影響は大きく、目付量が多ければ多いほど、その影響はより大きくなります。〔溶接に及ぼす主な影響〕1.アークが不安定になり、スラグの被りやビードのなじみも悪くなり、ビード表面が荒れる。2.スパッタやヒュームの発生量が多くなる。3.アークによって熱分解されためっき層から亜鉛を主にしたガスが多量に発生し、このガスが原因となり爆発現象によりビードが飛散して、ビード形成が困難になる。また、ピットやブローホールが発生し機械的性能が低下する。以上のような悪影響が発生します。これらに対し、現状の被覆アーク溶接棒では、良好な作業性の維持、健全な溶接ビードの確保が難しいのが現状のようです。しかしながら、実作業ではこのような悪影響を溶接方法、溶接棒の選択、溶接条件などを考慮して少しでも悪影響を軽減して実作業を行うこととなります。そこで、亜鉛めっき鋼板を被覆アーク溶接棒で溶接する際に、どの種類の溶接棒がより亜鉛めっき鋼板の溶接に適しているかを試験しました。その一例を紹介します。〔溶接作業性評価試験内容〕試験内容は目付量620g/㎡の亜鉛めっき鋼板6mmを使用。溶接姿勢は亜鉛めっきの影響を受けやすい水平すみ肉溶接で、それぞれの作業性比較を行った。溶接棒の種類はイルミナイト系B-4、ライムチタニヤ系Z-44、高酸化チタン系RB-6、低水素系LB-26の4種類で、それぞれ3.2φにて溶接電流は120〜130Aで行った。〔評価試験結果〕a、低水素系LB-6:アークの集中性やスラグの被り状態は良かったが、スラグが硬く、はくり性が悪かった。スパッタ発生量は全体に少ないものの時折発生する大粒のスパッタがビードの際に付着しやすかった。b、イルミナイト系B-14:スパッタ発生量が多く大粒のスパッタが遠くまで飛散した。アークの集中性及びスラグのはくり性は良かったが、若干ビード表面にスラグの焼きつきが発生した。c、ライムチタニヤ系Z-4:アークの集中性、スラグの被り、スラグのはくり性が良好であった。スパッタ発生に関しては大粒のスパッタが遠くまで飛散するものの、試験板への付着は少なかった。d、高酸化チタン系RB-26:スパッタ発生量は4銘柄の中で一番少なく、スラグはくりも良好であったが、アークの吹き付け力が弱いため、溶融池の広がりが悪くビード形成が困難であった。結果を表1に示します。今回の評価試験結果を総合的に見ると①低水素系LB-6、②ライムチタニヤ系Z-44、③イルミナイト系B-14、④高酸化チタン系RB-6の順になりました(写真1、各銘柄別のビード外観を示します)。以上の結果となりました。低水素系に慣れている方は、一度試して見てください。未経験者の方は作業性に独特な特徴があるので使い慣れが必要です。現状では、実作業に一般的に使用されているのはライムチタニヤ系Z-44やイルミナイト系B-14が圧倒的に多いようです。いずれにせよ、溶接欠陥を防止して、健全な溶接ビードを得るためにはグラインダー研削や機械加工、または火炎バーナーで焼く等で亜鉛めっきを完全に除去することが肝要です。今回、被覆アーク溶接棒での評価試験結果を記述しましたが、参考になれば幸いです。尚、亜鉛めっき用フラックス入りワイヤDW-1SZもありますので一度試して見てください。溶接作業性が良好なのにビックリすると思いますよ。(株)神戸製鋼所溶接カンパニーカスタマーサポートセンター及川政博LB-26Z-44B-14RB-6写真1各銘柄のビード外観(スラグ除去後)表1亜鉛めっき鋼板における溶接作業性評価亜鉛目付量項目イルミナイト系ライムチタニア系高酸化チタン系低水素系銘柄B-14Z-4RB-6LB-6△○○○△○×○×○△△〜○△△〜○△○○△△○スパッタ発生量アーク安定性スラグ除去後の焼付度合スラグ被りスラグはくり620g/m2(1)試験板(2)評価方法○:良好△:やや劣る6t×200、溶接棒径:3.2φ、溶接電流20〜130A1×:劣る
 | <
| <  |
|  > |
> |  >>
>>