>> P.81
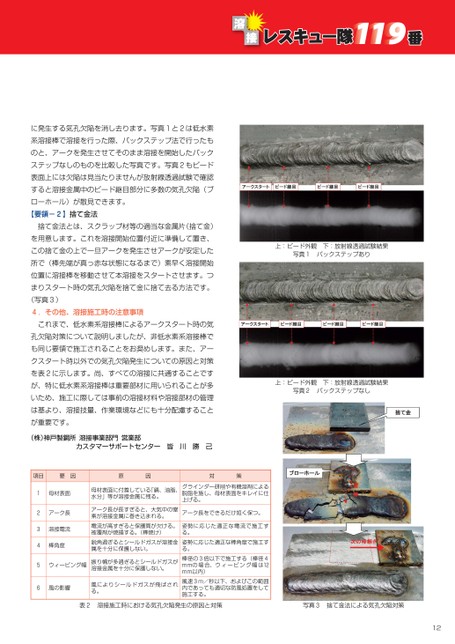
上:ビード外観下:放射線透過試験結果写真1バックステップあり上:ビード外観下:放射線透過試験結果写真2バックステップなしに発生する気孔欠陥を消し去ります。写真1と2は低水素系溶接棒で溶接を行った際、バックステップ法で行ったものと、アークを発生させてそのまま溶接を開始したバックステップなしのものを比較した写真です。写真2もビード表面上には欠陥は見当たりませんが放射線透過試験で確認すると溶接金属中のビード継目部分に多数の気孔欠陥(ブローホール)が散見できます。【要領-2】捨て金法捨て金法とは、スクラップ材等の適当な金属片(捨て金)を用意します。これを溶接開始位置付近に準備して置き、この捨て金の上で一旦アークを発生させアークが安定した所で(棒先端が真っ赤な状態になるまで)素早く溶接開始位置に溶接棒を移動させて本溶接をスタートさせます。つまりスタート時の気孔欠陥を捨て金に捨て去る方法です。(写真3)4.その他、溶接施工時の注意事項これまで、低水素系溶接棒によるアークスタート時の気孔欠陥対策について説明しましたが、非低水素系溶接棒でも同じ要領で施工されることをお奨めします。また、アークスタート時以外での気孔欠陥発生についての原因と対策を表2に示します。尚、すべての溶接に共通することですが、特に低水素系溶接棒は重要部材に用いられることが多いため、施工に際しては事前の溶接材料や溶接部材の管理は基より、溶接技量、作業環境などにも十分配慮することが重要です。(株)神戸製鋼所溶接事業部門営業部カスタマーサポートセンター皆川勝己項目要因原因対策1母材表面2アーク長3溶接電流4棒角度母材表面に付着している「錆、油脂、水分」等が溶接金属に残る。グラインダー研削や有機溶剤による脱脂を施し、母材表面をキレイに仕上げる。アーク長が長すぎると、大気中の窒素が溶接金属に巻き込まれる。アーク長をできるだけ短く保つ。電流が高すぎると保護筒が欠ける。被覆剤が焼損する。(棒焼け)姿勢に応じた適正な電流で施工する。鋭角過ぎるとシールドガスが溶接金属を十分に保護しない。姿勢に応じた適正な棒角度で施工する。5ウィービング幅振り幅が多過ぎるとシールドガスが溶接金属を十分に保護しない。6風の影響風によりシールドガスが飛ばされる。棒径の3倍以下で施工する(棒径4mmの場合、ウィービング幅は12mm以内)風速3m/秒以下、およびこの範囲内であっても適切な防風処置をして施工する。表2溶接施工時における気孔欠陥発生の原因と対策写真3捨て金法による気孔欠陥対策12
 | <
| <  |
|  > |
> |  >>
>>