>> P.82
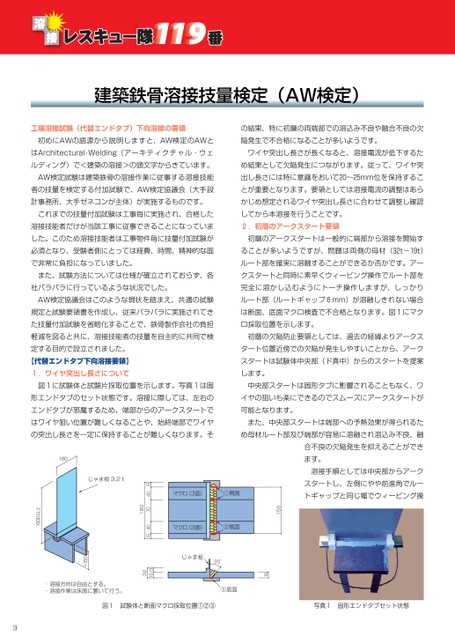
建築鉄骨溶接技量検定(AW検定)工場溶接試験(代替エンドタブ)下向溶接の要領の結果、特に初層の両端部での溶込み不良や融合不良の欠初めにAWの語源から説明しますと、AW検定のAWと陥発生で不合格になることが多いようです。はArchitectural・Welding(アーキティクチャル・ウェワイヤ突出し長さが長くなると、溶接電流が低下するたルディング)で<建築の溶接>の頭文字からきています。め結果として欠陥発生につながります。従って、ワイヤ突AW検定試験は建築鉄骨の溶接作業に従事する溶接技能出し長さには特に意識をおいて20〜25mm位を保持するこ者の技量を検定する付加試験で、AW検定協議会(大手設とが重要となります。要領としては溶接電流の調整はあら計事務所、大手ゼネコンが主体)が実施するものです。かじめ想定されるワイヤ突出し長さに合わせて調整し確認これまでの技量付加試験は工事毎に実施され、合格したしてから本溶接を行うことです。溶接技能者だけが当該工事に従事できることになっていま2.初層のアークスタート要領した。このため溶接技能者は工事物件毎に技量付加試験が初層のアークスタートは一般的に端部から溶接を開始す必須となり、受験者側にとっては経費、時間、精神的な面ることが多いようですが、問題は両側の母材(32t-19t)で非常に負担になっていました。ルート部を確実に溶融することができるか否かです。アーまた、試験方法については仕様が確立されておらず、各クスタートと同時に素早くウィービング操作でルート部を社バラバラに行っているような状況でした。完全に溶かし込むようにトーチ操作しますが、しっかりAW検定協議会はこのような現状を踏まえ、共通の試験ルート部(ルートギャップ6mm)が溶融しきれない場合規定と試験要領書を作成し、従来バラバラに実施されてきは断面、底面マクロ検査で不合格となります。図1にマクた技量付加試験を省略化することで、鉄骨製作会社の負担ロ採取位置を示します。軽減を図ると共に、溶接技能者の技量を自主的に共同で検初層の欠陥防止要領としては、過去の経緯よりアークス定する目的で設立されました。【代替エンドタブ下向溶接要領】1.ワイヤ突出し長さについてタート位置近傍での欠陥が発生しやすいことから、アークスタートは試験体中央部(ド真中)からのスタートを提案します。図1に試験体と試験片採取位置を示します。写真1は固中央部スタートは固形タブに影響されることもなく、ワ形エンドタブのセット状態です。溶接に際しては、左右のイヤの狙いも楽にできるのでスムーズにアークスタートがエンドタブが邪魔するため、端部からのアークスタートで可能となります。はワイヤ狙い位置が難しくなることや、始終端部でワイヤまた、中央部スタートは端部への予熱効果が得られるたの突出し長さを一定に保持することが難しくなります。そめ母材ルート部及び端部が容易に溶融され溶込み不良、融合不良の欠陥発生を抑えることができます。溶接手順としては中央部からアークスタートし、左側にやや前進角でルートギャップと同じ幅でウィービング操150マクロ(3面)①側面マクロ(3面)②側面19③底面じゃま板35°1540701804015191332180じゃま板3.2t≒150・溶接方向は自由とする。・溶接作業は床面に置いて行う。図1試験体と断面マクロ採取位置①②③写真1固形エンドタブセット状態600以上3
 | <
| <  |
|  > |
> |  >>
>>