>> P.83
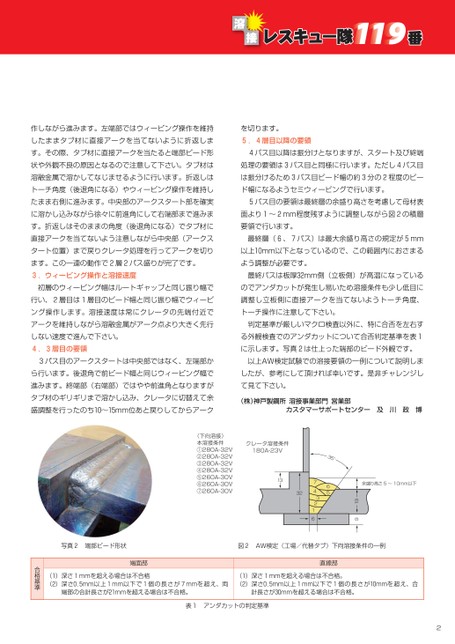
余盛り高さ5〜10mm以下19935°6532743216(下向溶接)本溶接条件①280A-32V②280A-32V③280A-32V④280A-32V⑤260A-30V⑥260A-30V⑦260A-30Vクレータ溶接条件180A-23V13作しながら進みます。左端部ではウィービング操作を維持を切ります。したままタブ材に直接アークを当てないように折返しま5.4層目以降の要領す。その際、タブ材に直接アークを当たると端部ビード形4パス目以降は振分けとなりますが、スタート及び終端状や外観不良の原因となるので注意して下さい。タブ材は処理の要領は3パス目と同様に行います。ただし4パス目溶融金属で溶かしてなじませるように行います。折返しはは振分けるため3パス目ビード幅の約3分の2程度のビートーチ角度(後退角になる)やウィービング操作を維持しド幅になるようセミウィービングで行います。たまま右側に進みます。中央部のアークスタート部を確実5パス目の要領は最終層の余盛り高さを考慮して母材表に溶かし込みながら徐々に前進角にして右端部まで進みま面より1〜2mm程度残すように調整しながら図2の積層す。折返しはそのままの角度(後退角になる)でタブ材に要領で行います。直接アークを当てないよう注意しながら中央部(アークス最終層(6、7パス)は最大余盛り高さの規定が5mmタート位置)まで戻りクレータ処理を行ってアークを切り以上10mm以下となっているので、この範囲内におさまるます。この一連の動作で2層2パス盛りが完了です。よう調整が必要です。3.ウィービング操作と溶接速度最終パスは板厚32mm側(立板側)が高温になっている初層のウィービング幅はルートギャップと同じ振り幅でのでアンダカットが発生し易いため溶接条件も少し低目に行い、2層目は1層目のビード幅と同じ振り幅でウィービ調整し立板側に直接アークを当てないようトーチ角度、ング操作します。溶接速度は常にクレータの先端付近でトーチ操作に注意して下さい。アークを維持しながら溶融金属がアーク点より大きく先行判定基準が厳しいマクロ検査以外に、特に合否を左右すしない速度で進んで下さい。4.3層目の要領る外観検査でのアンダカットについて合否判定基準を表1に示します。写真2は仕上った端部のビード外観です。3パス目のアークスタートは中央部ではなく、左端部か以上AW検定試験での溶接要領の一例について説明しまら行います。後退角で前ビード幅と同じウィービング幅でしたが、参考にして頂ければ幸いです。是非チャレンジし進みます。終端部(右端部)ではやや前進角となりますがて見て下さい。タブ材のギリギリまで溶かし込み、クレータに切替えて余盛調整を行ったのち10〜15mm位あと戻りしてからアーク(株)神戸製鋼所溶接事業部門営業部カスタマーサポートセンター及川政博2写真2端部ビード形状図2AW検定(工場/代替タブ)下向溶接条件の一例端面部直線部(1)深さ1mmを超える場合は不合格(2)深さ0.5mm以上1mm以下で1個の長さが7mmを超え、両(1)深さ1mmを超える場合は不合格。(2)深さ0.5mm以上1mm以下で1個の長さが10mmを超え、合端部の合計長さが21mmを超える場合は不合格。計長さが30mmを超える場合は不合格。合格基準表1アンダカットの判定基準
 | <
| <  |
|  > |
> |  >>
>>