>> P.84
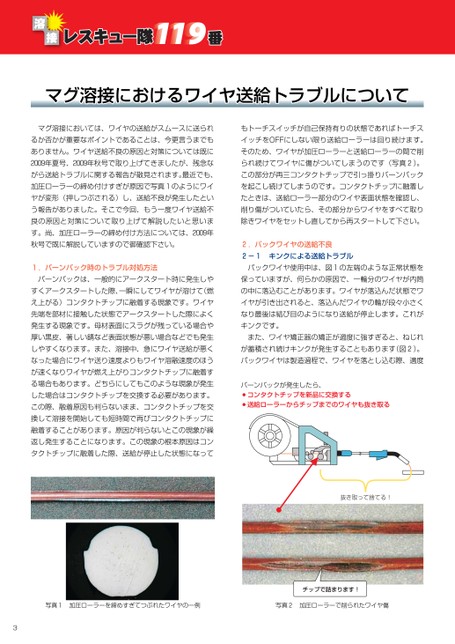
マグ溶接におけるワイヤ送給トラブルについてマグ溶接においては、ワイヤの送給がスムースに送られもトーチスイッチが自己保持有りの状態であればトーチスるか否かが重要なポイントであることは、今更言うまでもイッチをOFFにしない限り送給ローラーは回り続けます。ありません。ワイヤ送給不良の原因と対策については既にそのため、ワイヤが加圧ローラーと送給ローラーの間で削2009年夏号、2009年秋号で取り上げてきましたが、残念なられ続けてワイヤに傷がついてしまうのです(写真2)。がら送給トラブルに関する報告が散見されます。最近でも、この部分が再三コンタクトチップで引っ掛りバーンバック加圧ローラーの締め付けすぎが原因で写真1のようにワイを起こし続けてしまうのです。コンタクトチップに融着しヤが変形(押しつぶされる)し、送給不良が発生したといたときは、送給ローラー部分のワイヤ表面状態を確認し、う報告がありました。そこで今回、もう一度ワイヤ送給不削り傷がついていたら、その部分からワイヤをすべて取り良の原因と対策について取り上げて解説したいと思いま除きワイヤをセットし直してから再スタートして下さい。す。尚、加圧ローラーの締め付け方法については、2009年秋号で既に解説していますので御確認下さい。2.パックワイヤの送給不良2-1キンクによる送給トラブル1.バーンバック時のトラブル対処方法パックワイヤ使用中は、図1の左端のような正常状態をバーンバックは、一般的にアークスタート時に発生しや保っていますが、何らかの原因で、一輪分のワイヤが内筒すくアークスタートした際、一瞬にしてワイヤが溶けて(燃の中に落込むことがあります。ワイヤが落込んだ状態でワえ上がる)コンタクトチップに融着する現象です。ワイヤイヤが引き出されると、落込んだワイヤの輪が段々小さく先端を部材に接触した状態でアークスタートした際によくなり最後は結び目のようになり送給が停止します。これが発生する現象です。母材表面にスラグが残っている場合やキンクです。厚い黒皮、著しい錆など表面状態が悪い場合などでも発生また、ワイヤ矯正器の矯正が過度に強すぎると、ねじれしやすくなります。また、溶接中、急にワイヤ送給が悪くが蓄積され続けキンクが発生することもあります(図2)。なった場合にワイヤ送り速度よりもワイヤ溶融速度のほうパックワイヤは製造過程で、ワイヤを落とし込む際、適度が速くなりワイヤが燃え上がりコンタクトチップに融着する場合もあります。どちらにしてもこのような現象が発生した場合はコンタクトチップを交換する必要があります。この際、融着原因も判らないまま、コンタクトチップを交換して溶接を開始しても短時間で再びコンタクトチップに融着することがあります。原因が判らないとこの現象が繰返し発生することになります。この現象の根本原因はコンタクトチップに融着した際、送給が停止した状態になってバーンバックが発生したら、コンタクトチップを新品に交換する送給ローラーからチップまでのワイヤも抜き取る抜き取って捨てる!写真1加圧ローラーを締めすぎてつぶれたワイヤの一例写真2加圧ローラーで削られたワイヤ傷チップで詰まります!3
 | <
| <  |
|  > |
> |  >>
>>