>> P.87
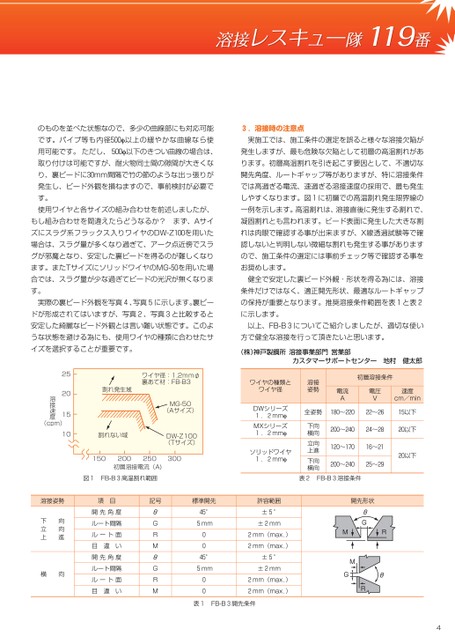
のものを並べた状態なので、多少の曲線部にも対応可能3.溶接時の注意点です。パイプ等も内径500φ以上の緩やかな曲線なら使実施工では、施工条件の選定を誤ると様々な溶接欠陥が用可能です。ただし、500φ以下のきつい曲線の場合は、発生しますが、最も危険な欠陥として初層の高温割れがあ取り付けは可能ですが、耐火物同士間の隙間が大きくなります。初層高温割れを引き起こす要因として、不適切なり、裏ビードに30mm間隔で竹の節のような出っ張りが開先角度、ルートギャップ等がありますが、特に溶接条件発生し、ビード外観を損ねますので、事前検討が必要ででは高過ぎる電流、速過ぎる溶接速度の採用で、最も発生す。しやすくなります。図1に初層での高温割れ発生限界線の使用ワイヤと各サイズの組み合わせを前述しましたが、一例を示します。高温割れは、溶接直後に発生する割れで、もし組み合わせを間違えたらどうなるか?まず、Aサイ凝固割れとも言われます。ビード表面に発生した大きな割ズにスラグ系フラックス入りワイヤのDW-Z100を用いたれは肉眼で確認する事が出来ますが、X線透過試験等で確場合は、スラグ量が多くなり過ぎて、アーク点近傍でスラ認しないと判明しない微細な割れも発生する事がありますグが邪魔となり、安定した裏ビードを得るのが難しくなりので、施工条件の選定には事前チェック等で確認する事をます。またTサイズにソリッドワイヤのMG-50を用いた場お奨めします。合では、スラグ量が少な過ぎてビードの光沢が無くなりま健全で安定した裏ビード外観・形状を得る為には、溶接す。条件だけではなく、適正開先形状、最適なルートギャップ実際の裏ビード外観を写真4、写真5に示します。裏ビーの保持が重要となります。推奨溶接条件範囲を表1と表2ドが形成されてはいますが、写真2、写真3と比較するとに示します。安定した綺麗なビード外観とは言い難い状態です。このよ以上、FB-B3についてご紹介しましたが、適切な使いうな状態を避ける為にも、使用ワイヤの種類に合わせたサ方で健全な溶接を行って頂きたいと思います。イズを選択することが重要です。(株)神戸製鋼所溶接事業部門営業部カスタマーサポートセンター地村健太郎ワイヤの種類とワイヤ径溶接姿勢DWシリーズ1.2mmφMXシリーズ1.2mmφソリッドワイヤ1.2mmφ全姿勢下向横向立向上進下向横向初層溶接条件電流A電圧V速度cm/min180〜220200〜240120〜170200〜24022〜2615以下24〜2820以下16〜2125〜2920以下MG-50(Aサイズ)DW-Z100(Tサイズ)30010割れない域150200250初層溶接電流(A)ワイヤ径:1.2mmφ裏あて材:FB-B3割れ発生域252015溶接速度(cpm)4図1FB-B3高温割れ範囲表2FB-B3溶接条件Gθ開先形状MRMGθR標準開先45°5mm0045°5mm00許容範囲±5°±2mm2mm(max.)2mm(max.)±5°±2mm2mm(max.)2mm(max.)表1FB-B3開先条件記号GRMGRM項目開先角度ルート間隔ルート面目違い開先角度ルート間隔ルート面目違い溶接姿勢下立上向向進横向
 | <
| <  |
|  > |
> |  >>
>>