>> P.93
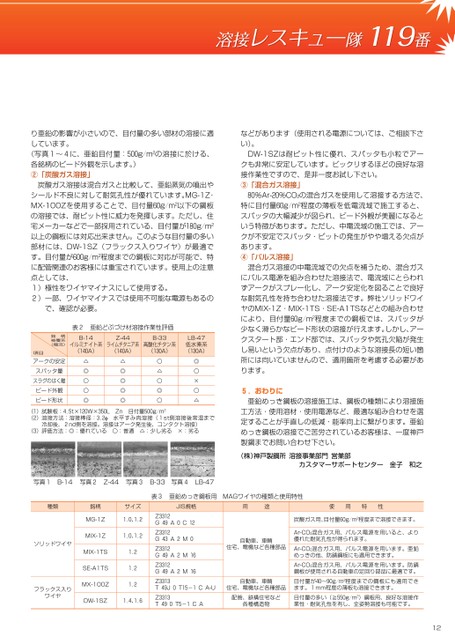
などがあります(使用される電源については、ご相談下さい)。DW-1SZは耐ピット性に優れ、スパッタも小粒でアークも非常に安定しています。ビックリするほどの良好な溶接作業性ですので、是非一度お試し下さい。③「混合ガス溶接」80%Ar-0%CO2の混合ガスを使用して溶接する方法で、特に目付量60g/m2程度の薄板を低電流域で施工すると、スパッタの大幅減少が図られ、ビード外観が美麗になるという特徴があります。ただし、中電流域の施工では、アークが不安定でスパッタ・ピットの発生がやや増える欠点があります。④「パルス溶接」混合ガス溶接の中電流域での欠点を補うため、混合ガスにパルス電源を組み合わせた溶接法で、電流域にとらわれずアークがスプレー化し、アーク安定化を図ることで良好な耐気孔性を持ち合わせた溶接法です。弊社ソリッドワイヤのMIX-1Z・MIX-1TS・SE-A1TSなどとの組み合わせにより、目付量60g/m2程度までの鋼板では、スパッタが少なく滑らかなビード形状の溶接が行えます。しかし、アークスタート部・エンド部では、スパッタや気孔欠陥が発生し易いという欠点があり、点付けのような溶接長の短い箇所には向いていませんので、適用箇所を考慮する必要があります。5.おわりに亜鉛めっき鋼板の溶接施工は、鋼板の種類により溶接施工方法・使用溶材・使用電源など、最適な組み合わせを選定することが手直しの低減・能率向上に繋がります。亜鉛めっき鋼板の溶接でご苦労されているお客様は、一度神戸製鋼までお問い合わせ下さい。(株)神戸製鋼所溶接事業部門営業部カスタマーサポートセンター金子和之り亜鉛の影響が小さいので、目付量の多い部材の溶接に適しています。(写真1〜4に、亜鉛目付量:500g/m2の溶接に於ける、各銘柄のビード外観を示します。)②「炭酸ガス溶接」炭酸ガス溶接は混合ガスと比較して、亜鉛蒸気の噴出やシールド不良に対して耐気孔性が優れています。MG-1Z・MX-100Zを使用することで、目付量60g/m2以下の鋼板の溶接では、耐ピット性に威力を発揮します。ただし、住宅メーカーなどで一部採用されている、目付量が180g/m2以上の鋼板には対応出来ません。このような目付量の多い部材には、DW-1SZ(フラックス入りワイヤ)が最適です。目付量が600g/m2程度までの鋼板に対応が可能で、特に配管関連のお客様には重宝されています。使用上の注意点としては、1)極性をワイヤマイナスにして使用する。2)一部、ワイヤマイナスでは使用不可能な電源もあるので、確認が必要。表2亜鉛どぶづけ材溶接作業性評価LB-47低水素系(130A)◎〇×〇△B-14Z-44B-33イルミナイト系ライムチタニア系高酸化チタン系(140A)(140A)(130A)〇△〇◎〇△◎◎◎◎△◎〇〇◎銘柄被覆系(電流)項目アークの安定スパッタ量スラグのはく離ビード外観ビード形状(1)試験板:4.5t×120W×350L(2)溶接方法:溶接棒径:3.2φ冷却後、2nd側を溶接。溶接はアーク発生後、コンタクト溶接)×:劣る(3)評価方法:◎:優れている△:少し劣る〇:普通Zn目付量500g/m2水平すみ肉溶接(1st側溶接後常温まで写真1B-14写真2Z-44写真3B-33写真4LB-47種類銘柄サイズJIS規格用途使用特性表3亜鉛めっき鋼板用MAGワイヤの種類と使用特性MG-1Z1.0、1.2MIX-1Z1.0、1.2MIX-1TSSE-A1TSMX-100Z1.21.21.2Z3312G49A0C12Z3312G43A2M0Z3312G49A2M16Z3312G49A2M16自動車、車輌住宅、電機など各種部品炭酸ガス用、目付量60g/m2程度まで溶接できます。Ar-CO2混合ガス用、パルス電源を用いると、より優れた耐気孔性が得られます。Ar-CO2混合ガス用、パルス電源を用います。亜鉛めっきの他、防錆鋼板にも適用できます。Ar-CO2混合ガス用、パルス電源を用います。防錆鋼板が使用される自動車の足回り部品に最適です。Z3313T49J0T15-1CA-U自動車、車輌住宅、電機など各種部品目付量が40〜90g/m2程度までの鋼板にも適用できます。1mm程度の薄板も溶接できます。DW-1SZ1.4、1.6Z3313T490T5-1CA配管、鉄構住宅など各種構造物目付量の多い(≧550g/m2)鋼板用、良好な溶接作業性・耐気孔性を有し、全姿勢溶接も可能です。ソリッドワイヤフラックス入りワイヤ12
 | <
| <  |
|  > |
> |  >>
>>