>> P.101
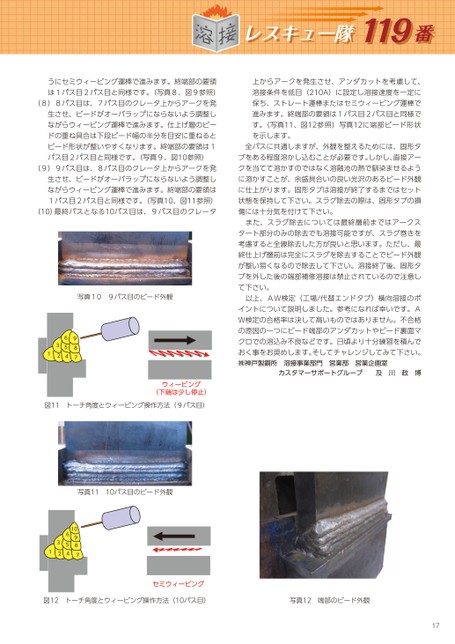
レスキュー隊119番上からアークを発生させ、アンダカットを考慮して、溶接条件を低目(210A)に設定し溶接速度を一定に保ち、ストレート運棒またはセミウィービング運棒で進みます。終端部の要領は1パス目2パス目と同様です。(写真11、図12参照)写真12に端部ビード形状を示します。全パスに共通しますが、外観を整えるためには、固形タブをある程度溶かし込むことが必要です。しかし、直接アークを当てて溶かすのではなく溶融池の熱で馴染ませるように溶かすことが、余盛具合いの良い光沢のあるビード外観に仕上がります。固形タブは溶接が終了するまではセット状態を保持して下さい。スラグ除去の際は、固形タブの損傷には十分気を付けて下さい。また、スラグ除去については最終層前まではアークスタート部分のみの除去でも溶接可能ですが、スラグ巻きを考慮すると全線除去した方が良いと思います。ただし、最終仕上げ層前は完全にスラグを除去することでビード外観が整い易くなるので除去して下さい。溶接終了後、固形タブを外した後の端部補修溶接は禁止されているので注意して下さい。以上、AW検定(工場/代替エンドタブ)横向溶接のポイントについて説明しました。参考になれば幸いです。AW検定の合格率は決して高いものではありません。不合格の原因の一つにビード端部のアンダカットやビード裏面マクロでの溶込み不良などです。日頃より十分練習を積んでおく事をお奨めします。そしてチャレンジしてみて下さい。㈱神戸製鋼所溶接事業部門営業部営業企画室カスタマーサポートグループ及川政博うにセミウィービング運棒で進みます。終端部の要領は1パス目2パス目と同様です。(写真8、図9参照) 8)8パス目は、7パス目のクレータ上からアークを発生させ、ビードがオーバラップにならないよう調整しながらウィービング運棒で進みます。仕上げ層のビードの重ね具合は下段ビード幅の半分を目安に重ねるとビード形状が整いやすくなります。終端部の要領は1パス目2パス目と同様です。(写真9、図10参照)(9)9パス目は、8パス目のクレータ上からアークを発生させ、ビードがオーバラップにならないよう調整しながらウィービング運棒で進みます。終端部の要領は1パス目2パス目と同様です。(写真10、図11参照) 10)最終パスとなる10パス目は、9パス目のクレータ写真109パス目のビード外観(下端は少し停止)図11トーチ角度とウィービング操作方法(9パス目)ウィービング789456231写真1110パス目のビード外観10987654321図12トーチ角度とウィービング操作方法(10パス目)写真12端部のビード外観セミウィービング17
 | <
| <  |
|  > |
> |  >>
>>