>> P.109
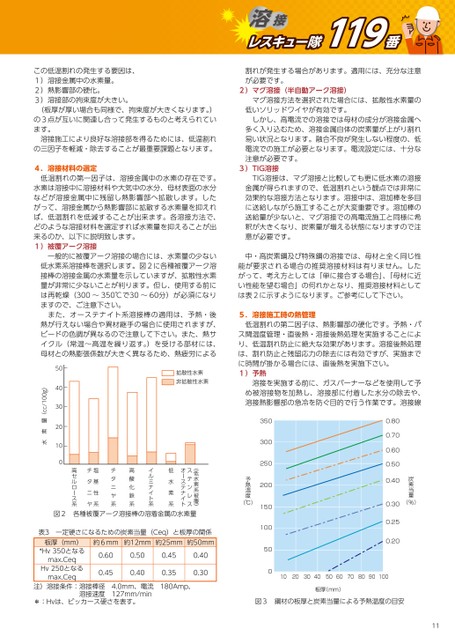
溶接レスキュー隊119番割れが発生する場合があります。適用には、充分な注意が必要です。2)マグ溶接(半自動アーク溶接)3)TIG溶接マグ溶接方法を選択された場合には、拡散性水素量の低いソリッドワイヤが有効です。しかし、高電流での溶接では母材の成分が溶接金属へ多く入り込むため、溶接金属自体の炭素量が上がり割れ易い状況となります。融合不良が発生しない程度の、低電流での施工が必要となります。電流設定には、十分な注意が必要です。TIG溶接は、マグ溶接と比較しても更に低水素の溶接金属が得られますので、低温割れという観点では非常に効果的な溶接方法となります。溶接中は、溶加棒を多目に送給しながら施工することが大変重要です。溶加棒の送給量が少ないと、マグ溶接での高電流施工と同様に希釈が大きくなり、炭素量が増える状態になりますので注意が必要です。中・高炭素鋼及び特殊鋼の溶接では、母材と全く同じ性能が要求される場合の推奨溶接材料は有りません。したがって、考え方としては「単に接合する場合」、「母材に近い性能を望む場合」の何れかとなり、推奨溶接材料としては表2に示すようになります。ご参考にして下さい。5.溶接施工時の熱管理低温割れの第二因子は、熱影響部の硬化です。予熱・パス間温度管理・直後熱・溶接後熱処理を実施することにより、低温割れ防止に絶大な効果があります。溶接後熱処理は、割れ防止と残留応力の除去には有効ですが、実施までに時間が掛かる場合には、直後熱を実施下さい。1)予熱溶接を実施する前に、ガスバーナーなどを使用して予め被溶接物を加熱し、溶接部に付着した水分の除去や、溶接熱影響部の急冷を防ぐ目的で行う作業です。溶接線炭素当量0.800.700.600.500.400.30(%)0.250.20102030405060708090100板厚(mm)350300250200150100500予熱温度(℃)図3鋼材の板厚と炭素当量による予熱温度の目安11この低温割れの発生する要因は、1)溶接金属中の水素量。2)熱影響部の硬化。3)溶接部の拘束度が大きい。(板厚が厚い場合も同様で、拘束度が大きくなります。)の3点が互いに関連し合って発生するものと考えられています。溶接施工により良好な溶接部を得るためには、低温割れの三因子を軽減・除去することが最重要課題となります。4.溶接材料の選定低温割れの第一因子は、溶接金属中の水素の存在です。水素は溶接中に溶接材料や大気中の水分、母材表面の水分などが溶接金属中に残留し熱影響部へ拡散します。したがって、溶接金属から熱影響部に拡散する水素量を抑えれば、低温割れを低減することが出来ます。各溶接方法で、どのような溶接材料を選定すれば水素量を抑えることが出来るのか、以下に説明致します。1)被覆アーク溶接一般的に被覆アーク溶接の場合には、水素量の少ない低水素系溶接棒を選択します。図2に各種被覆アーク溶接棒の溶接金属の水素量を示していますが、拡散性水素量が非常に少ないことが判ります。但し、使用する前には再乾燥(300~350℃で30~60分)が必須になりますので、ご注意下さい。また、オーステナイト系溶接棒の適用は、予熱・後熱が行えない場合や異材継手の場合に使用されますが、ビードの色調が異なるので注意して下さい。また、熱サイクル(常温~高温を繰り返す。)を受ける部材には、母材との熱膨張係数が大きく異なるため、熱疲労による拡散性水素非拡散性水素(低水素系被覆)ステンレスオーステナイト低水素系イルミナイト系高酸化鉄系チタニヤ系チ塩タ基ニ性ヤ系高セルロース系50403020100水素量(cc/100g)図2各種被覆アーク溶接棒の溶着金属の水素量表3一定硬さになるための炭素当量(Ceq)と板厚の関係約50mm約12mm約25mm約6mm0.600.450.500.400.450.350.400.30板厚(mm)*Hv350となるmax.CeqHv250となるmax.Ceq注)溶接条件:溶接棒径4.0mm、電流180Amp、溶接速度127mm/min*:Hvは、ビッカース硬さを表す。
 | <
| <  |
|  > |
> |  >>
>>