>> P.118
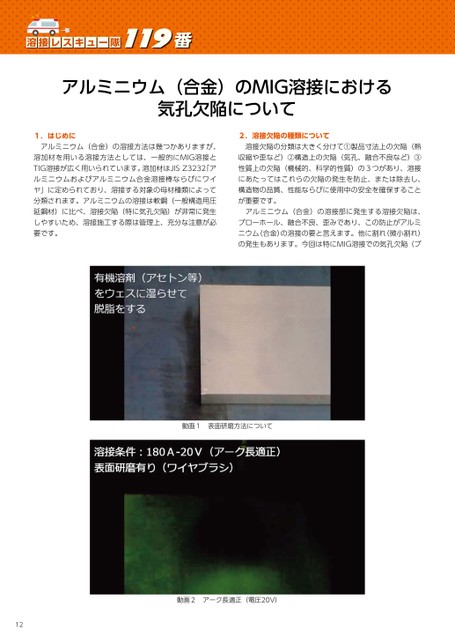
119番溶接レスキュー隊119番アルミニウム(合金)のMIG溶接における気孔欠陥について1.はじめにアルミニウム(合金)の溶接方法は幾つかありますが、溶加材を用いる溶接方法としては、一般的にMIG溶接とTIG溶接が広く用いられています。溶加材はJISZ3232「アルミニウムおよびアルミニウム合金溶接棒ならびにワイヤ」に定められており、溶接する対象の母材種類によって分類されます。アルミニウムの溶接は軟鋼(一般構造用圧延鋼材)に比べ、溶接欠陥(特に気孔欠陥)が非常に発生しやすいため、溶接施工する際は管理上、充分な注意が必要です。2.溶接欠陥の種類について溶接欠陥の分類は大きく分けて①製品寸法上の欠陥(熱収縮や歪など)②構造上の欠陥(気孔、融合不良など)③性質上の欠陥(機械的、科学的性質)の3つがあり、溶接にあたってはこれらの欠陥の発生を防止、または除去し、構造物の品質、性能ならびに使用中の安全を確保することが重要です。アルミニウム(合金)の溶接部に発生する溶接欠陥は、ブローホール、融合不良、歪みであり、この防止がアルミニウム(合金)の溶接の要と言えます。他に割れ(微小割れ)の発生もあります。今回は特にMIG溶接での気孔欠陥(ブ動画1表面研磨方法について12動画2アーク長適正(電圧20V)
 | <
| <  |
|  > |
> |  >>
>>