>> P.119
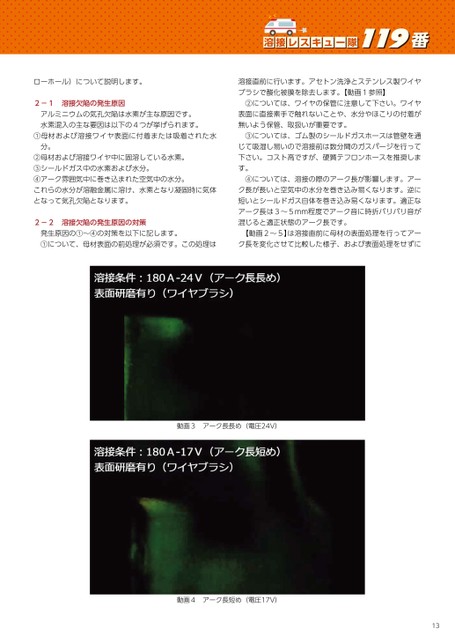
ローホール)について説明します。2-1溶接欠陥の発生原因アルミニウムの気孔欠陥は水素が主な原因です。水素混入の主な要因は以下の4つが挙げられます。①母材および溶接ワイヤ表面に付着または吸着された水分。②母材および溶接ワイヤ中に固溶している水素。③シールドガス中の水素および水分。④アーク雰囲気中に巻き込まれた空気中の水分。これらの水分が溶融金属に溶け、水素となり凝固時に気体となって気孔欠陥となります。2-2溶接欠陥の発生原因の対策発生原因の①~④の対策を以下に記します。①について、母材表面の前処理が必須です。この処理は溶接レスキュー隊119番溶接直前に行います。アセトン洗浄とステンレス製ワイヤブラシで酸化被膜を除去します。【動画1参照】②については、ワイヤの保管に注意して下さい。ワイヤ表面に直接素手で触れないことや、水分やほこりの付着が無いよう保管、取扱いが重要です。③については、ゴム製のシールドガスホースは管壁を通じて吸湿し易いので溶接前は数分間のガスパージを行って下さい。コスト高ですが、硬質テフロンホースを推奨します。④については、溶接の際のアーク長が影響します。アーク長が長いと空気中の水分を巻き込み易くなります。逆に短いとシールドガス自体を巻き込み易くなります。適正なアーク長は3~5mm程度でアーク音に時折バリバリ音が混じると適正状態のアーク長です。【動画2~5】は溶接直前に母材の表面処理を行ってアーク長を変化させて比較した様子、および表面処理をせずに動画3アーク長長め(電圧24V)動画4アーク長短め(電圧17V)13
 | <
| <  |
|  > |
> |  >>
>>