>> P.145
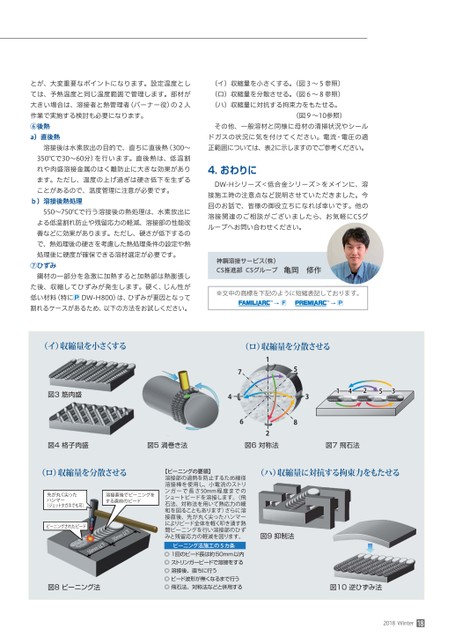
とが、大変重要なポイントになります。設定温度としては、予熱温度と同じ温度範囲で管理します。部材が大きい場合は、溶接者と熱管理者(バーナー役)の2人作業で実施する検討も必要になります。⑥後熱a)直後熱溶接後は水素放出の目的で、直ちに直後熱(300〜350℃で30〜60分)を行います。直後熱は、低温割れや肉盛溶接金属のはく離防止に大きな効果があります。ただし、温度の上げ過ぎは硬さ低下を生ずることがあるので、温度管理に注意が必要です。b)溶接後熱処理550〜750℃で行う溶接後の熱処理は、水素放出による低温割れ防止や残留応力の軽減、溶接部の性能改善などに効果があります。ただし、硬さが低下するので、熱処理後の硬さを考慮した熱処理条件の設定や熱処理後に硬度が確保できる溶材選定が必要です。⑦ひずみ鋼材の一部分を急激に加熱すると加熱部は熱膨張した後、収縮してひずみが発生します。硬く、じん性が低い材料(特にDW-H800)は、ひずみが要因となって割れるケースがあるため、以下の方法をお試しください。(イ)収縮量を小さくする。(図3〜5参照)(ロ)収縮量を分散させる。(図6〜8参照)(ハ)収縮量に対抗する拘束力をもたせる。(図9〜10参照)その他、一般溶材と同様に母材の清掃状況やシールドガスの状況に気を付けてください。電流・電圧の適正範囲については、表2に示しますのでご参考ください。4.おわりにDW-Hシリーズ<低合金シリーズ>をメインに、溶接施工時の注意点など説明させていただきました。今回のお話で、皆様の御役立ちになれば幸いです。他の溶接関連のご相談がございましたら、お気軽にCSグループへお問い合わせください。神鋼溶接サービス(株)CS推進部CSグループ亀岡修作※文中の商標を下記のように短縮表記しております。(イ)収縮量を小さくする(ロ)収縮量を分散させる図3筋肉盛4761258314253図4格子肉盛図5渦巻き法図6対称法図7飛石法(ロ)収縮量を分散させる先が丸く尖ったハンマー(ジェットタガネでも可)溶接直後でピーニングをする直前のビードピーニングされたビード下以m50m下以m50m図8ピーニング法【ピーニングの要領】溶接部の過熱を防止するため細径溶接棒を使用し、小電流のストリンガーで長さ50mm程度までのショートビードを溶接します。(飛石法、対称法を用いて熱応力の緩和を図ることもあります)さらに溶接直後、先が丸く尖ったハンマーによりビード全体を軽く叩き潰す熱間ピーニングを行い溶接部のひずみと残留応力の軽減を図ります。ピーニング法施工の5カ条◎1回のビード長は約50mm以内◎ストリンガービードで溶接をする◎溶接後、直ちに行う◎ビード波形が無くなるまで行う◎飛石法、対称法などと併用する(ハ)収縮量に対抗する拘束力をもたせる図9抑制法図10逆ひずみ法2018Winter18
 | <
| <  |
|  > |
> |  >>
>>