>> P.146
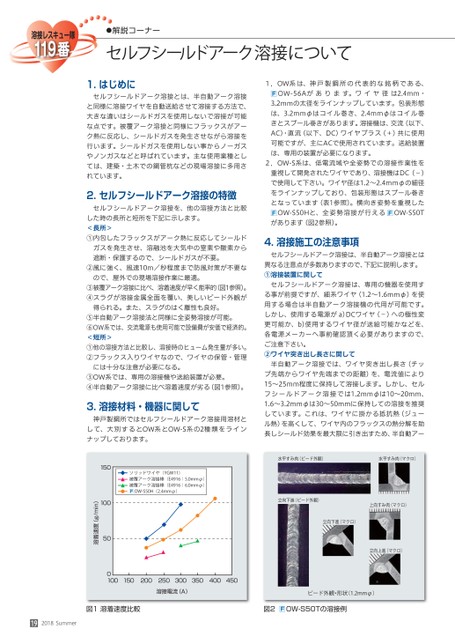
1.OW系は、神戸製鋼所の代表的な銘柄である、OW-56Aがあります。ワイヤ径は2.4mm・3.2mmの太径をラインナップしています。包装形態は、3.2mmφはコイル巻き、2.4mmφはコイル巻きとスプール巻きがあります。溶接機は、交流(以下、AC)・直流(以下、DC)ワイヤプラス(+)共に使用可能ですが、主にACで使用されています。送給装置は、専用の装置が必要になります。2.OW-S系は、低電流域や全姿勢での溶接作業性を重視して開発されたワイヤであり、溶接機はDC(-)で使用して下さい。ワイヤ径は1.2〜2.4mmφの細径をラインナップしており、包装形態はスプール巻きとなっています(表1参照)。横向き姿勢を重視したOW-S50Hと、全姿勢溶接が行えるOW-S50Tがあります(図2参照)。4.溶接施工の注意事項セルフシールドアーク溶接は、半自動アーク溶接とは異なる注意点が多数ありますので、下記に説明します。①溶接装置に関してセルフシールドアーク溶接は、専用の機器を使用する事が前提ですが、細系ワイヤ(1.2〜1.6mmφ)を使用する場合は半自動アーク溶接機の代用が可能です。しかし、使用する電源がa)DCワイヤ(-)への極性変更可能か、b)使用するワイヤ径が送給可能かなどを、各電源メーカーへ事前確認頂く必要がありますので、ご注意下さい。②ワイヤ突き出し長さに関して半自動アーク溶接では、ワイヤ突き出し長さ(チップ先端からワイヤ先端までの距離)を、電流値により15〜25mm程度に保持して溶接します。しかし、セルフシールドアーク溶接では1.2mmφは10〜20mm、1.6〜3.2mmφは30〜50mmに保持しての溶接を推奨しています。これは、ワイヤに掛かる抵抗熱(ジュール熱)を高くして、ワイヤ内のフラックスの熱分解を助長しシールド効果を最大限に引き出すため、半自動アー水平すみ肉(ビード外観)水平すみ肉(マクロ)立向下進(ビード外観)上向すみ肉(マクロ)立向下進(マクロ)立向上進(マクロ)1.はじめにセルフシールドアーク溶接とは、半自動アーク溶接と同様に溶接ワイヤを自動送給させて溶接する方法で、大きな違いはシールドガスを使用しないで溶接が可能な点です。被覆アーク溶接と同様にフラックスがアーク熱に反応し、シールドガスを発生させながら溶接を行います。シールドガスを使用しない事からノーガスやノンガスなどと呼ばれています。主な使用業種としては、建築・土木での鋼管杭などの現場溶接に多用されています。2.セルフシールドアーク溶接の特徴セルフシールドアーク溶接を、他の溶接方法と比較した時の長所と短所を下記に示します。<長所>①内包したフラックスがアーク熱に反応してシールドガスを発生させ、溶融池を大気中の窒素や酸素から遮断・保護するので、シールドガスが不要。②風に強く、風速10m/秒程度まで防風対策が不要なので、屋外での現場溶接作業に最適。③被覆アーク溶接に比べ、溶着速度が早く能率的(図1参照)。④スラグが溶接金属全面を覆い、美しいビード外観が得られる。また、スラグのはく離性も良好。⑤半自動アーク溶接法と同様に全姿勢溶接が可能。⑥OW系では、交流電源も使用可能で設備費が安価で経済的。<短所>①他の溶接方法と比較し、溶接時のヒューム発生量が多い。②フラックス入りワイヤなので、ワイヤの保管・管理には十分な注意が必要になる。③OW系では、専用の溶接機や送給装置が必要。④半自動アーク溶接に比べ溶着速度が劣る(図1参照)。3.溶接材料・機器に関して神戸製鋼所ではセルフシールドアーク溶接用溶材として、大別するとOW系とOW-S系の2種類をラインナップしております。ソリッドワイヤ(YGW11)被覆アーク溶接棒(E4916:5.0mmφ)被覆アーク溶接棒(E4916:6.0mmφ)OW-S50H(2.4mmφ)15010050溶着速度(g/min)●解説コーナーセルフシールドアーク溶接についてビード外観・形状(1.2mmφ)1502002503003504004500001溶接電流(A)図1溶着速度比較図2OW-S50Tの溶接例192018Summer
 | <
| <  |
|  > |
> |  >>
>>