>> P.155
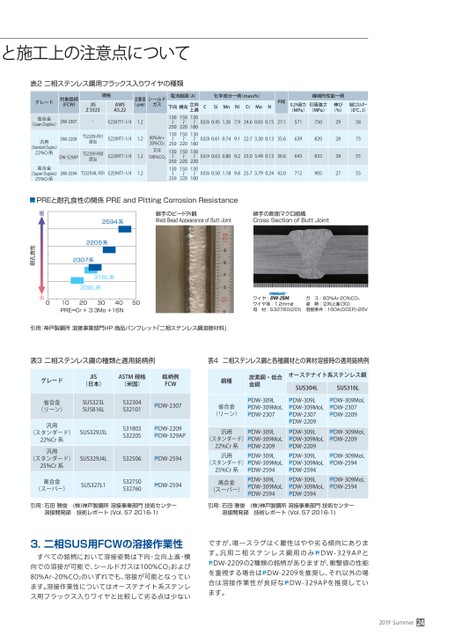
2594系継手のビード外観WeldBeadAppearanceofButtJoint継手の断面マクロ組織CrossSectionofButtJoint2209系2307系316L系308L系201040PRE=Cr+3.3Mo+16N3050ワイヤ:DW-2594ワイヤ径:1.2mmφ母材:S32760(20t)ガス:80%Ar-20%CO2姿勢:立向上進(3G)溶接条件:160A(DCEP)-26V優耐孔食性0劣PREと耐孔食性の関係PREandPittingCorrosionResistance引用:神戸製鋼所溶接事業部門HP商品パンフレット「二相ステンレス鋼溶接材料」表3二相ステンレス鋼の種類と適用銘柄例表4二相ステンレス鋼と各種鋼材との異材溶接時の適用銘柄例グレードJIS(日本)ASTM規格(米国)銘柄例FCW省合金(リーン)SUS323LSUS816LS32304S32101DW-2307鋼種省合金(リーン)汎用(スタンダード)22%Cr系汎用(スタンダード)25%Cr系SUS329J3LS31803S32205DW-2209DW-329APSUS329J4LS32506DW-2594汎用(スタンダード)22%Cr系汎用(スタンダード)25%Cr系高合金(スーパー)SUS327L1S32750S32760DW-2594高合金(スーパー)炭素鋼・低合金鋼DW-309LDW-309MoLDW-2307DW-309LDW-309MoLDW-2209DW-309LDW-309MoLDW-2594DW-309LDW-309MoLDW-2594オーステナイト系ステンレス鋼SUS304LSUS316LDW-309LDW-309MoLDW-2307DW-2209DW-309LDW-309MoLDW-2209DW-309LDW-309MoLDW-2594DW-309LDW-309MoLDW-2594DW-309MoLDW-2307DW-2209DW-309MoLDW-2209DW-309MoLDW-2594DW-309MoLDW-2594引用:石田雅俊(株)神戸製鋼所溶接事業部門技術センター溶接開発部技術レポート(Vol.572016-1)引用:石田雅俊(株)神戸製鋼所溶接事業部門技術センター溶接開発部技術レポート(Vol.572016-1)3.二相SUS用FCWの溶接作業性すべての銘柄において溶接姿勢は下向・立向上進・横向での溶接が可能で、シールドガスは100%CO2および80%Ar-20%CO2のいずれでも、溶接が可能となっています。溶接作業性についてはオーステナイト系ステンレス用フラックス入りワイヤと比較して劣る点は少ないですが、唯一スラグはく離性はやや劣る傾向にあります。汎用二相ステンレス鋼用のみDW-329APとDW-2209の2種類の銘柄がありますが、衝撃値の性能を重視する場合はDW-2209を推奨し、それ以外の場合は溶接作業性が良好なDW-329APを推奨しています。2019Summer24化学成分一例(mass%)CSiMnNiCrMoNPRE機械的性能一例0.2%耐力(MPa)引張強さ(MPa)伸び(%)吸収エネルギー(0℃,J)0.0260.451.267.924.60.030.1527.15717500.0280.610.749.122.73.300.1335.66398200.0240.630.809.223.03.490.1336.66438320.0260.501.189.825.73.790.2442.07129052928282758735555電流範囲(A)下向横向立向上進130150130〜180130〜180130〜22013080〜1〜220150〜220150〜22015020〜2〜250130〜250130〜25013050〜2グレード対象銘柄(FCW)規格JISZ3323AWSA5.22主要径(φ㎜)シールドガス省合金(LeanDuplex)DW-2307-E2307T1-1/41.2汎用(StandardDuplex)22%Cr系DW-2209DW-329APTS2209-FB1該当TS2209-FB0該当E2209T1-1/41.2E2209T1-1/41.280%Ar+20%CO2又は100%CO2(SuperDuplex)DW-2594TS329J4L-FB1E2594T1-1/41.2高合金25%Cr系と施工上の注意点について表2二相ステンレス鋼用フラックス入りワイヤの種類
 | <
| <  |
|  > |
> |  >>
>>