>> P.188
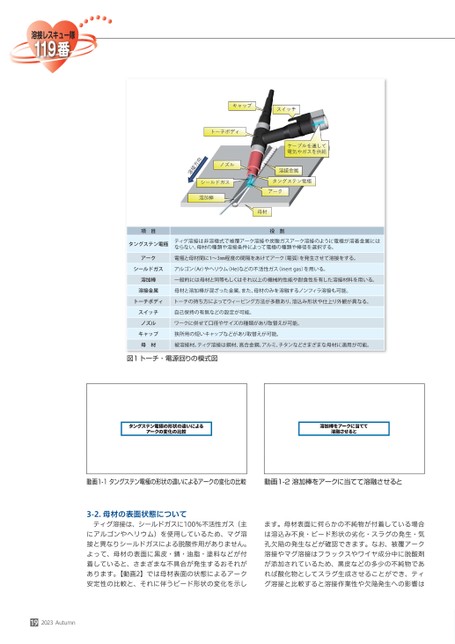
項目役割タングステン電極ティグ溶接は非溶極式で被覆アーク溶接や炭酸ガスアーク溶接のように電極が溶着金属にはならない。母材の種類や溶接条件によって電極の種類や棒径を選択する。アーク電極と母材間に1〜3㎜程度の間隔をあけてアーク(電弧)を発生させて溶接をする。シールドガスアルゴン(Ar)やヘリウム(He)などの不活性ガス(inertgas)を用いる。溶加棒溶接金属一般的には母材と同等もしくはそれ以上の機械的性能や耐食性を有した溶接材料を用いる。母材と溶加棒が混ざった金属。また、母材のみを溶融するノンフィラ溶接も可能。トーチボディトーチの持ち方によってウィービング方法が多数あり、溶込み形状や仕上り外観が異なる。スイッチノズルキャップ母材自己保持の有無などの設定が可能。ワークに併せて口径やサイズの種類があり取替えが可能。狭所用の短いキャップなどがあり取替えが可能。被溶接材。ティグ溶接は鋼材、高合金鋼、アルミ、チタンなどさまざまな母材に適用が可能。図1トーチ・電源回りの模式図動画1-1タングステン電極の形状の違いによるアークの変化の比較動画1-2溶加棒をアークに当てて溶融させると3-2.母材の表面状態についてティグ溶接は、シールドガスに100%不活性ガス(主にアルゴンやヘリウム)を使用しているため、マグ溶接と異なりシールドガスによる脱酸作用がありません。よって、母材の表面に黒皮・錆・油脂・塗料などが付着していると、さまざまな不具合が発生するおそれがあります。【動画2】では母材表面の状態によるアーク安定性の比較と、それに伴うビード形状の変化を示します。母材表面に何らかの不純物が付着している場合は溶込み不良・ビード形状の劣化・スラグの発生・気孔欠陥の発生などが確認できます。なお、被覆アーク溶接やマグ溶接はフラックスやワイヤ成分中に脱酸剤が添加されているため、黒皮などの多少の不純物であれば酸化物としてスラグ生成させることができ、ティグ溶接と比較すると溶接作業性や欠陥発生への影響は192023Autumn
 | <
| <  |
|  > |
> |  >>
>>