>> P.190
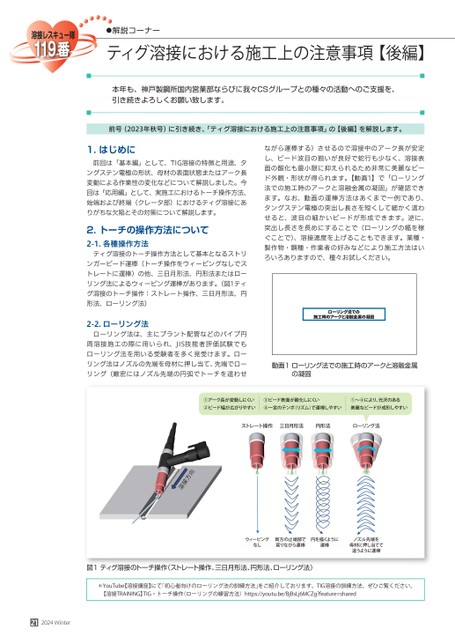
●解説コーナーティグ溶接における施工上の注意事項【後編】本年も、神戸製鋼所国内営業部ならびに我々CSグループとの種々の活動へのご支援を、引き続きよろしくお願い致します。前号(2023年秋号)に引き続き、「ティグ溶接における施工上の注意事項」の【後編】を解説します。1.はじめに前回は「基本編」として、TIG溶接の特徴と用途、タングステン電極の形状、母材の表面状態またはアーク長変動による作業性の変化などについて解説しました。今回は「応用編」として、実施工におけるトーチ操作方法、始端および終端(クレータ部)におけるティグ溶接にありがちな欠陥とその対策について解説します。2.トーチの操作方法について2-1.各種操作方法ティグ溶接のトーチ操作方法として基本となるストリンガービード運棒(トーチ操作をウィービングなしでストレートに運棒)の他、三日月形法、円形法またはローリング法によるウィービング運棒があります。(図1ティグ溶接のトーチ操作:ストレート操作、三日月形法、円形法、ローリング法)2-2.ローリング法ローリング法は、主にプラント配管などのパイプ円周溶接施工の際に用いられ、JIS技能者評価試験でもローリング法を用いる受験者を多く見受けます。ローリング法はノズルの先端を母材に押し当て、先端でローリング(厳密にはノズル先端の円弧でトーチを這わせながら運棒する)させるので溶接中のアーク長が安定し、ビード波目の揃いが良好で蛇行も少なく、溶接表面の酸化も最小限に抑えられるため非常に美麗なビード外観・形状が得られます。【動画1】で「ローリング法での施工時のアークと溶融金属の凝固」が確認できます。なお、動画の運棒方法はあくまで一例であり、タングステン電極の突出し長さを短くして細かく這わせると、波目の細かいビードが形成できます。逆に、突出し長さを長めにすることで(ローリングの幅を稼ぐことで)、溶接速度を上げることもできます。業種・製作物・鋼種・作業者の好みなどにより施工方法はいろいろありますので、種々お試しください。動画1ローリング法での施工時のアークと溶融金属の凝固①アーク長が変動しにくい②ビード幅が広がりやすい③ビード表面が酸化しにくい④一定のテンポ(リズム)で運棒しやすい①〜④により、光沢のある美麗なビードが成形しやすいストレート操作三日月形法円形法ローリング法ウィービングなし両方の止端部で戻りながら運棒円を描くように運棒ノズル先端を母材に押し当てて這うように運棒図1ティグ溶接のトーチ操作(ストレート操作、三日月形法、円形法、ローリング法)*YouTube溶接講座】にて「初心者向けのローリング法の訓練方法」をご紹介しております。TIG溶接の訓練方法、ぜひご覧ください。【溶接TRAINING】TIG・トーチ操作(ローリングの練習方法)https://youtu.be/BjBsLj6MCZg?feature=shared212024Winter
 | <
| <  |
|  > |
> |  >>
>>