>> P.13
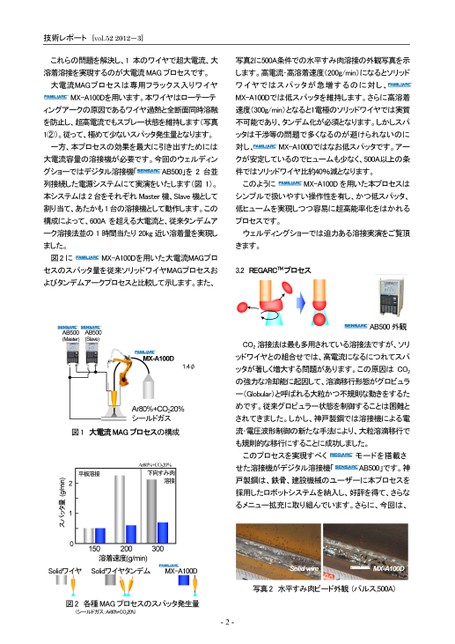
技術レポート[vol.522012-3]これらの問題を解決し、1本のワイヤで超大電流、大写真2に500A条件での水平すみ肉溶接の外観写真を示溶着溶接を実現するのが大電流MAGプロセスです。します。高電流・高溶着速度(200g/min)になるとソリッド大電流MAGプロセスは専用フラックス入りワイヤワイヤではスパッタが急増するのに対し、MX-A100Dを用います。本ワイヤはローテーテMX-A100Dでは低スパッタを維持します。さらに高溶着ィングアークの原因であるワイヤ過熱と全断面同時溶融速度(300g/min)となると1電極のソリッドワイヤでは実質を防止し、超高電流でもスプレー状態を維持します(写真不可能であり、タンデム化が必須となります。しかしスパ1②)。従って、極めて少ないスパッタ発生量となります。ッタは干渉等の問題で多くなるのが避けられないのに一方、本プロセスの効果を最大に引き出すためには対し、MX-A100Dではなお低スパッタです。アー大電流容量の溶接機が必要です。今回のウェルディンクが安定しているのでヒュームも少なく、500A以上の条グショーではデジタル溶接機「AB500」を2台並件ではソリッドワイヤ比約40%減となります。列接続した電源システムにて実演をいたします(図1)。このようにMX-A100Dを用いた本プロセスは本システムは2台をそれぞれMaster機、Slave機としてシンプルで扱いやすい操作性を有し、かつ低スパッタ、割り当て、あたかも1台の溶接機として動作します。この低ヒュームを実現しつつ容易に超高能率化をはかれる構成によって、600Aを超える大電流と、従来タンデムアプロセスです。ーク溶接法並の1時間当たり20kg近い溶着量を実現しウェルディングショーでは迫力ある溶接実演をご覧頂ました。図2にMX-A100Dを用いた大電流MAGプロきます。セスのスパッタ量を従来ソリッドワイヤMAGプロセスお3.2REGARCTMプロセスAB500外観CO2溶接法は最も多用されている溶接法ですが、ソリッドワイヤとの組合せでは、高電流になるにつれてスパッタが著しく増大する問題があります。この原因はCO2の強力な冷却能に起因して、溶滴移行形態がグロビュラー(Globular)と呼ばれる大粒かつ不規則な動きをするためです。従来グロビュラー状態を制御することは困難とされてきました。しかし、神戸製鋼では溶接機による電流・電圧波形制御の新たな手法により、大粒溶滴移行でも規則的な移行にすることに成功しました。このプロセスを実現すべくモードを搭載させた溶接機がデジタル溶接機「AB500」です。神戸製鋼は、鉄骨、建設機械のユーザーに本プロセスを採用したロボットシステムを納入し、好評を得て、さらなるメニュー拡充に取り組んでいます。さらに、今回は、SolidwireMX-A100D写真2水平すみ肉ビード外観(パルス,500A)よびタンデムアークプロセスと比較して示します。また、AB500(Master)AB500(Slave)-+-+MX-A100D1.4φAr80%+CO220%シールドガス図1大電流MAGプロセスの構成平板溶接Ar80%+CO220%下向すみ肉溶接150溶着速度(g/min)200300210(g/min)スパッタ量SolidワイヤタンデムMX-A100DSolidワイヤ図2各種MAGプロセスのスパッタ発生量(シールドガス:Ar80%+CO220%)-2-
 | <
| <  |
|  > |
> |  >>
>>