>> P.24
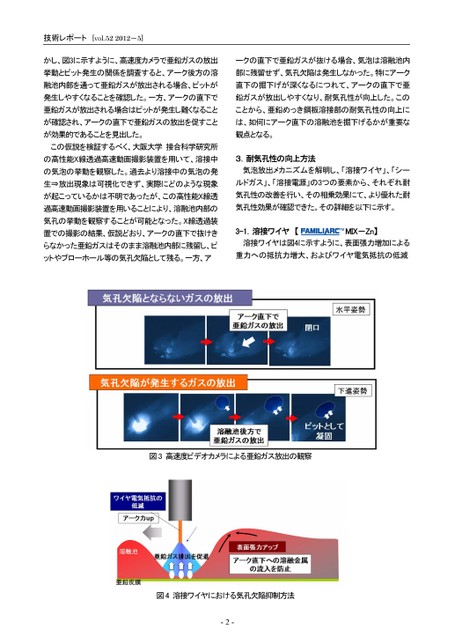
技術レポート[vol.522012-5]かし、図3に示すように、高速度カメラで亜鉛ガスの放出ークの直下で亜鉛ガスが抜ける場合、気泡は溶融池内挙動とピット発生の関係を調査すると、アーク後方の溶部に残留せず、気孔欠陥は発生しなかった。特にアーク融池内部を通って亜鉛ガスが放出される場合、ピットが直下の掘下げが深くなるにつれて、アークの直下で亜発生しやすくなることを確認した。一方、アークの直下で鉛ガスが放出しやすくなり、耐気孔性が向上した。この亜鉛ガスが放出される場合はピットが発生し難くなることことから、亜鉛めっき鋼板溶接部の耐気孔性の向上にが確認され、アークの直下で亜鉛ガスの放出を促すことは、如何にアーク直下の溶融池を掘下げるかが重要なが効果的であることを見出した。観点となる。この仮説を検証するべく、大阪大学接合科学研究所の高性能X線透過高速動画撮影装置を用いて、溶接中3.耐気孔性の向上方法の気泡の挙動を観察した。過去より溶接中の気泡の発気泡放出メカニズムを解明し、「溶接ワイヤ」、「シー生⇒放出現象は可視化できず、実際にどのような現象ルドガス」、「溶接電源」の3つの要素から、それぞれ耐が起こっているかは不明であったが、この高性能X線透気孔性の改善を行い、その相乗効果にて、より優れた耐過高速動画撮影装置を用いることにより、溶融池内部の気孔性効果が確認できた。その詳細を以下に示す。気孔の挙動を観察することが可能となった。X線透過装置での撮影の結果、仮説どおり、アークの直下で抜けきらなかった亜鉛ガスはそのまま溶融池内部に残留し、ピットやブローホール等の気孔欠陥として残る。一方、ア3-1.溶接ワイヤ【MIX-Zn】溶接ワイヤは図4に示すように、表面張力増加による重力への抵抗力増大、およびワイヤ電気抵抗の低減図3高速度ビデオカメラによる亜鉛ガス放出の観察図4溶接ワイヤにおける気孔欠陥抑制方法-2-
 | <
| <  |
|  > |
> |  >>
>>