>> P.27
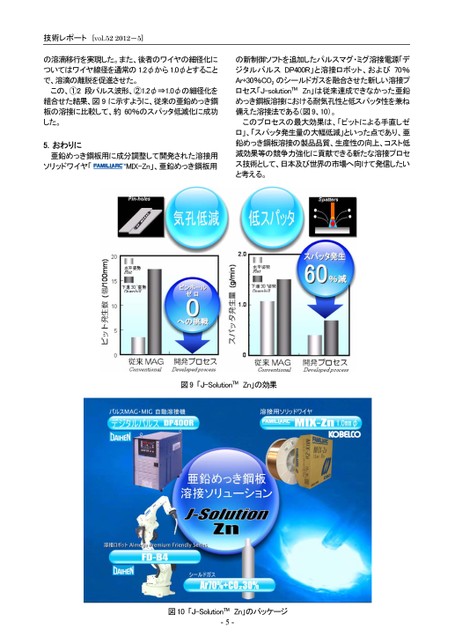
技術レポート[vol.522012-5]の溶滴移行を実現した。また、後者のワイヤの細径化にの新制御ソフトを追加したパルスマグ・ミグ溶接電源「デついてはワイヤ線径を通常の1.2φから1.0φとすることで、溶滴の離脱を促進させた。この、①2段パルス波形、②1.2φ⇒1.0φの細径化を組合せた結果、図9に示すように、従来の亜鉛めっき鋼ジタルパルスDP400R」と溶接ロボット、および70%Ar+30%CO2のシールドガスを融合させた新しい溶接プロセス「J-solutionTMZn」は従来達成できなかった亜鉛めっき鋼板溶接における耐気孔性と低スパッタ性を兼ね板の溶接に比較して、約60%のスパッタ低減化に成功備えた溶接法である(図9、10)。した。5.おわりに亜鉛めっき鋼板用に成分調整して開発された溶接用ソリッドワイヤ「MIX-Zn」、亜鉛めっき鋼板用このプロセスの最大効果は、「ピットによる手直しゼロ」、「スパッタ発生量の大幅低減」といった点であり、亜鉛めっき鋼板溶接の製品品質、生産性の向上、コスト低減効果等の競争力強化に貢献できる新たな溶接プロセス技術として、日本及び世界の市場へ向けて発信したいと考える。図9「J-SolutionTMZn」の効果図10「J-SolutionTMZn」のパッケージ-5-
 | <
| <  |
|  > |
> |  >>
>>